Download
1 / 18
180 likes | 199 Views
Learn about Briess Industries' commitment to sustainable practices, reducing energy consumption, waste management, and more in their operations.

E N D
Green With BriessA sustainability initiative Rev: March 2015
Our Mission As a manufacturer of value-added ingredients for beer, spirits and food processors, Briess Industries, Inc. is committed to operating in an environmentally conscious manner. Our objective is to be a trusted and dedicated supplier to the beer, spirits and food industries while utilizing sustainable practices with less environmental impact. Since initiating Green With Briess in 2006, Briess has reduced energy consumption and emissions the equivalent of almost 10 million fewer miles being driven each year.
Recognitions 2009 — U.S. DOE Energy Saveraward • One of only 140 plants in the U.S. to receive the award • Achieved more than 7.5% total energy savings • Save Energy Now is a U.S. DOE initiative to reduce industrial energy intensity 25% or more in 10 years 2011 — Business Friend of the Environment-Medium Size Company, WI Manufacturers & Commerce 2012 — Accepted into the WI DNR Green Tier program 2013 — Accepted into the Wisconsin Green Masters program
Achievements— Natural Gas Reductions —— Electricity Reductions — — Water Conservation —— Waste Stream Management —— Packaging and Transportation — — General Operating Efficiencies —
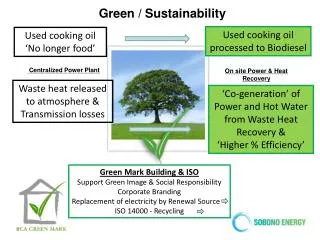
Natural Gas Extract Plant — Reduction of 20% • Heat exchange systems recover hot water streams for reuse in cleaning and boiler systems • Heat generated by drying operations is recovered and reused throughout the plant Malthouse • 4% reduction with boiler fire control system • 20% annual reduction as a result of installing air-to-air heat exchanges on kilns • 20% reduction as a result of new operating procedures for roasting malt
Electricity Extract Plant • 10% reduction as a result of new heat exchange system • Conversion from freon to ammonia refrigeration eliminated ozone-damaging greenhouse gasses and reduced energy consumption by 20% Chilton Malthouse • 8% reduction as a result of Variable Frequency Drives (VFD) • 8% reduction as a result of improvements to electrical systems throughout the malthouse
Water Conservation Extract Plant • New heat exchange system reuses water, reducing annual water usage by 3.5 million gallons • Clean discharge water is piped into surface storm basins, reducing the need to treat 6 million gallons of water annually
Waste Stream Management • 99% of all waste streams generated by Briess is recycled as: • Cattle feed • To generate electricity • Fertilizer • Sludge waste generated by our WWTP provides nutrients to farmers for land spreading • Multiple fields approved for spreading • High strength waste from the Extract Plant helps generate a continuous 1.5 kwh of electricity at a local mega farm • Waterloo Malthouse and animal nutritionists developed a feed market which reduces the need to landfill or land apply 1 million pounds of waste stream annually
Packaging and Transportation Packaging • All product packaging is recyclable Transportation • Multiple railroad spurs receive and ship product • Multiple transloading stations
General Operating Efficiencies • Strict maintenance programs assure equipment and vehicles operate at peak efficiency • A clean-in-place(CIP) system reduces the amount of chemicals needed to clean/sanitize to meet food-grade requirements Capital Improvements • Safety/Environmental • Quality/GMP • Cost Savings • Business Expansion • Replacement
General Operating Efficiencies Office operations • All office paper, toner cartridges, newspapers, cardboard, glass, select plastics and metals are recycled • Electronic fax operations • 100% smoke-free environment Employee training • MBA Program, Associate Degree Program • HACCP and other operations programs
Green With Briess Initiatives — Going Forward —
Extract Plant Initiatives • Turbidity Meter installed for our whirlpool • Saving high quality clear worts • Reducing waste • VFD installed to control the air flow of our natural gas • Servo Drive installed to control our boilers • Changed chemical vendors • Reduce our chemical usage • Reduce chemical products on site
Chilton Malthouse Initiatives • VFD installed in: • Germination fan room • Two roaster • Increase rail transport • Improving carbon footprint
Waterloo Malthouse Initiatives • Grain slurry drain installed to reduce solid content to WWTP • Increase rail transport • improving carbon footprint • VFD installed on kiln fans • Boilers use steam to recirculate water back and forth • Installed a “scale” flow meter to calculate the amount of product loaded on a truck/cart • Install energy efficient light bulbs
Waterloo WWTP Initiatives • VFD installed • Upgraded motor pumps • Upgraded electrical equipment