Download
1 / 57
580 likes | 1.01k Views
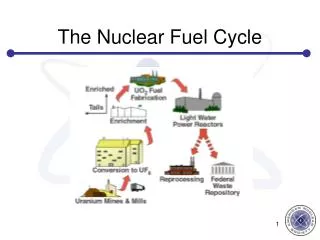
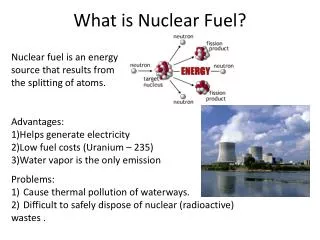
Nuclear Fuel reprocessing. Sellafield - UK. Nuclear fuel reprocessing. Why reprocess? Basic principles Description of PUREX process Industrial status. Reprocessing objectives. Recycling of fissile materials (U, Pu), Reduction of U needs) Reduction of high level waste volumes

E N D
Nuclear Fuel reprocessing Sellafield - UK
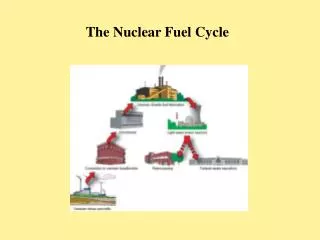
Nuclear fuel reprocessing • Why reprocess? • Basic principles • Description of PUREX process • Industrial status
Reprocessing objectives • Recycling of fissile materials (U, Pu), • Reduction of U needs) • Reduction of high level waste volumes • Reduction of radiotoxicity and heat from the waste
The Reprocessing-Recycling Note: message AREVA
Fissile materials recycling Spent UOX fuel (33 GWj/t, cooling 3 years)
Arguments against reprocessing • Technological difficulty and large investments • Large, generally export, reprocessing costs • Accumulation of Pu: recycling need • Nuclear proliferation need • Transports of nuclear materials
Le retraitement du combustible irradié • Why reprocess? • Basic principles • Description of PUREX process • Industrial status
Reprocessing functions • Separation from spent fuel of U, Pu, and Fission Products (FP)+ Minor Actinides (MA) • Purification of U and Pu, to be re-used • Concentration of FP + MA for final geological disposal
PUREX: Plutonium Uranium Refining by EXtraction • Developed by Oak Ridge National laboratory (ORNL) and Knolls Atomic Power Laboratory (KAPL) from 1949 to 1960 • Solvent extraction based on TBP • Targeted for separation of U and Pu • Used on an industrial scale in Savannah River & Hanford (USA, past), La Hague (F), Sellafield (UK), Rokkashamura (J)
Nitric acid • Due to various oxidation states of N, allows the change of actinides valences • Not too corrosive, formation of soluble metal nitrates • Stability in nitric acid medium: UVI NpV and NpVI PuIV and PuVI AmIII • Recycling of vapours in nitric acid (2NO+O2 N2O4 +H2O)
U chemical properties • Electronic configuration: [Rn]5f3 6d1 7s2 • 6 extractible valence electrons: U metal oxidises easily in humid or hot air • Complex chemistry (5f electrons): oxidation levels III to VI • Level VI most stable (uranyle UO22+ in solution) • Uranyle nitrate solubility in various organic compounds
Plutonium chemical properties • Electronic configuration: [Rn]5f6 6d0 7s2 • Reuslts from neutronic irradiation of U • Mix of several isotopes: 238, 239, 240, 241, 242 • Oxydation levels III to VII • Levels III and IV in industrial processes • Final reprocessing product: PuO2
Physico-chemical aspects (1) • Fuel rods/assemblies mechanical shearing (3-4 cm slices) • Fuel dissolution in boiling nitric acid (2h) UO2 + 4HNO3→ UO2 (NO3)2 + 2NO2 + 2H2O UO2 + 3HNO3 → UO2 (NO3)2 + 0,5NO2 + 0,5 NO + 1,5H2O Nitrates: Pu (NO3)4, PF (NO3)3, MA(NO3)3 • Structural materials conditioning (high activity solid waste) • Nitrous vapours treatment • Volatile and gaseous FP treatment
Physico-chemical aspects (2) • TBP: organic compound forming complexes with metal (M) nitrates, not soluble in water • Maqx-+ xNO3aq- + y TBPorg [M(NO3)x y TBP]org Formation of complexe controled by concentration in ions NO3- • Increase NO3-favours extraction of M in organic phase • Decrease NO3-favours re-extraction of M in aqueous phase
TBP = tri-butyl phosphate • (C4H9)3PO4 or PO(OC4H9)3 • Low solubility in aqueous phase • Affinity for U VI and Pu IV (selectivity) • Good chemical resistance to radiolysis • Density: 0.973 gcm-3 ; if 30% diluted: 0.83 gcm-3 Twin free oxigen electrons
Distribution coefficient UO2 + 2 NO3 + 2TBP = UO2(NO3)2.2TBP The distribution coefficient (coéfficient de partage) D is the ratio of the concentration in the aqueous and organic phase:
PUREX Principle Xe, Kr, I2 TBP en solution dans hydrocarbure (30%) TBP U Pu Spent fuel HNO3 Fission products Minor actinides Emulsion Transfert de matières Décantation Mélange
Separation U - Pu • Pu4+ extracted with U (class A) • Pu3+ class B : low ability to form complexes • Mixing of organic phase with aqueous solution, containing a selective Pu reductor (concentration NO3-must be sufficient to keep U in organic phase) • During emulsion of the phases, Pu is reducted and goes in the aqueous phase -
Purification U and Pu • Impureties: FPs of class A • Extraction ability lower than U and Pu, depending on [U] and [nitric acid] • High [U]: mitigates FPextraction • High acidity: decreases Ru extraction increases Zr, Sr extraction • Successive washing of organic phase • Concentration NO3-variable, but sufficient pour hinder the re-extraction of U and Pu!
TBP separation basic principles • Sélectivity of TBP (UVI and PUIV) • Importance of acidity: to extract UVI and PuIV: 2-3 mol/l • To de-extract UVI: <0,02 mol/l • Separation U-Pu: reduction PuIV to PuIII • Separation U-Np: adjustment of the Np oxidation state to NpV • Am is not extracted by TBP
Le retraitement du combustible irradié • Why reprocess? • Basic principles • Description of PUREX process • Industrial status
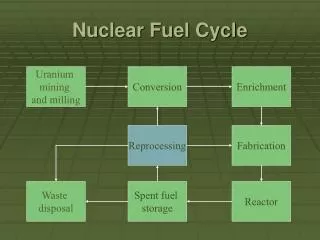
PUREX: Plutonium URanium EXtraction Spent fuel Structural elements Gases Shearing Atmospheric or sea release Hulls Gases Dissolution Insoluble residues Clearing Vitrification Fission products & MA Extraction Purification U Pu
The La Hague reprocessing scheme http://www.ricin.com/nuke/bg/lahague.html
Caractéeristics of the dissolution solution • Composition: U: 200 – 250 g/L • Pu: 2 – 3 g/L • FP: 80% of inventory • MA: 100% • Specific activity : 7,4 TBq/L (200Ci/L) • Nitric acidity : 3 – 4 M • Oxidation state of oxides: VI, PuIV, NpV, AmIII, CmIII
Extraction cycles in a reprocessing plant (example) • Decontamination – separation cycle • M Extraction in organic phase • Acid washing of the organic phase • Pu Separation (reducing re-extraction) • U Re-extraction in aqueous phase • U purification cycles (2x) • New U extraction in organic phase • Washing • U re-extraction in aqueous phase • Pu purification cycles (2x) • Solution oxidation (Pu4+) • New Pu extraction in organic phase • Pu re-extraction in reducing aqueous phase
Counter current: maximising loading & extraction Loaded solvent meets most concentrated aqueous solution Feed (aq) Product (org) Aqueous feed Fresh solvent meets depleted aqueous solution Waste (aq) Fresh solvent (org) Fresh solvent
Multi-stage extraction Feed (aq) Product (org) n cf cp i Waste (aq) Fresh solvent (org) 1 cw c = 0
Recovery rate and decontamination factor • Residual materials recovery rate: Pu:99,88% • Decontamination factor: Impureties in inlet product divided • by impureties in outlet product • β, γ impurities: U: 1,5 106; Pu: 7 107 • Separation factor U-Pu: 106
Technological constraints of reprocessing • High activities • Heat release • Under-criticity to be guaranteed, verifications • Corrosion resistance (stainless steels, zirconium) • Maintenance of equipement • Controls of materials fluxes 42
U and Pu conditioning • Aqueous solution of Uranyl nitrate [UO2 (NO3)2] at 250 – 300 g U / l • Denitration and transformation into UO3 or UO2 (fabrication plant) • Aqueous solution of Pu nitrate: [Pu (NO3)2] at 50-150 g Pu / l • Oxidation of Pu in Pu 4+, mixing to oxalic acid which precipitates Pu as oxalate • Calcination and storage of PuO2 or transport to MOX plant
Advantages and disadvantages of PUREX • Radiolytic degradation of organic phase • TBP not incinerable yielding solid radioactive waste • Some fission products are not (fully) soluble (Zr, noble metals particles) • Pure plutonium produced • High decontamination factors • High selectivity for U and Pu • Low cost • Easy scale up • Room temperature process
Waste forms • Bitumen: e.g. for residues from evaporation or spent organic ion exchangers • Cement: for low radioactive waste • Glass: for high level liquid waste • Ceramics: alternatives for HLLW (not industrial)
Vitrification of HLW • Borosilicate glass matrix • HLW concentrate is calcined • Mixed with glass frit and heated at 1100 oC • Liquid poured in a stainless steel canister • Canister is welded shut
Vitrification of HLW • Silica is the main glass-forming component • Boron oxide reduces thermal expansion and improves chemical durability