Download
1 / 33
370 likes | 505 Views
Drilling Machine. Types of Drilling Machines. Portable Drilling machine Sensitive drilling machine Bench mounted Floor mounted Upright Drilling machine Round column section Box column section Radial drilling machine Plain Semi universal universal 5. Gang Drilling machine

E N D
Types of Drilling Machines • Portable Drilling machine • Sensitive drilling machine • Bench mounted • Floor mounted • Upright Drilling machine • Round column section • Box column section • Radial drilling machine • Plain • Semi universal • universal 5. Gang Drilling machine 6. Automatic drilling machine
Gang Drilling Machine When a number of single spindle drilling machine columns are replaced side by side on a common base and have a common worktable , the machine is known as gang drilling machine
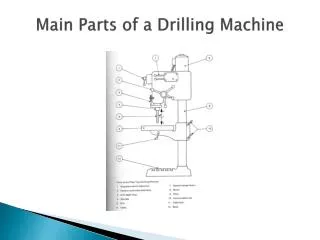
Parts of a Drilling Machine • Base • Column • Table • Head • Spindle drive and feed mechanism
Standard Operations • Drilling • Operation of producing hole byremoving metal from solid massusing twist drill • Countersinking • Operation of producing taperedor cone-shaped enlargementto end of hole Shop Tools and Techniques
Standard Operations • Reaming • Operation of sizing and producingsmooth, round hole from previously drilled or bored hole • Boring • Truing and enlarging hole by means of single-point cutting tool Shop Tools and Techniques
Standard Operations • Tapping • Cutting internal threads in hole with cutting tool called tap • Counterboring • Enlarging top of previouslydrilled hole to given depthto provide square shoulder for head of bolt or capscrew Shop Tools and Techniques
Standard Operations • Spot-Facing • Smoothing and squaring surface around hole to provide seat for head of cap screw or nut • Boring bar fitted with double-edged cuttingtool • Pilot section on endto fit into existing hole Shop Tools and Techniques
Drill Bit Fit in chuck Fit direct into spindle
Types of Drills • The most common drills are twist drills • Twist drills have three parts • Body: consisting of two or more spiral grooves called flutes, separated by lands. Flutes serve as channels through which chips are withdrawn from hole and coolant gets to cutting edges. • Point: a wide variety of geometry are used, but typically have a cone angel of 118°, and a rake angle of 24° • Shank: a straight or tapered section where the drill is clamped.
Land: It is the distance between the two adjacent flutes. • Helix angle: It is the angle brtween the flute and the axis of the drill. • Tang: It is the flattened end of the tapered shank which fits into the slot of the spindle. • Neck: It is the stepped down portion between the shank and the body.
Feed: It is the axial distance moved by the drill into the workpiece during 1 revolution of the spindle. • Cutting speed: It is the distance that a drill would roll for 1 min at the given speed of the spindle.
Types of drills FLAT DRILL STRAIGHT FLUTED DRILL
Specifications of Drilling Machine • The maximum diameter of the drill • The maximum size of the workpiece • Size of the working table • Number of spindles in the machine • Power capacity of the machine
Reaming Reaming is the operation of finishing a hole very smoothly and accurately in size Reamer Reamer is a multipoint cutting tool, of cylindrical shape small amount of material as it is rotated and fed into previously drilled or bored cylinderical hole
Types of reamer • According to method of application • hand reamer • Machine reamer • Rose reamer • Chucking reamer • According to construction • solid reamer • Expansion reamer • Adjustable reamer • Floating reamer
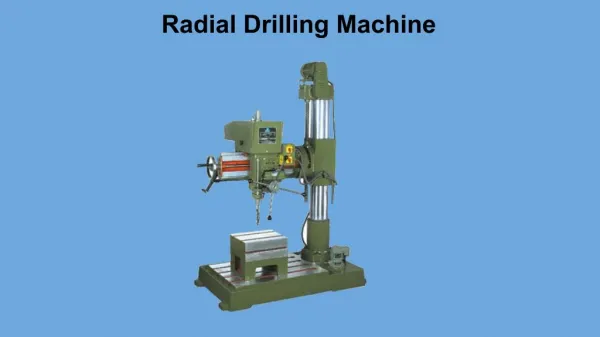
Radial Drill Shop Tools and Techniques
Radial Drill Shop Tools and Techniques
It consists of a large heavy base with the stationary working table. • A heavy cylindrical column is mounted over it.It supports a heavy large radial arm. • Which can be raised lowered swung round the axis to any position . • It receives power from motor. A drill head contain a sleeve and spindle unit. • Gear box housed in drill head to obtain feed and speed. • Hand wheel helps in manual or automatic down feed for the drill. Operative switches are fixed over the head.
After locating the hole position the workpiece is mounted on the work table using suitable fixture. • Suitable drill and coolant are selected. • Drill is fitted into the spindle. • Tool head brought over the workpiece by swinging and moving the arm in the necessary up down right directions. • The necessary feed and speed are calculated on the drive head mechanism • Machine is started and drilling performed as usual.
DRILLING MACHINE • Use:- Drilling machine is used to drill blind and through holes in work pieces. Bench Drilling Machine:- The simplest type of sensitive drilling machine is shown in figure. This is used for light duty drilling work. This machine is capable to drill hole up to 12.5mm diameter. Motor 1. Motor:-An electric motor supplies the required driving force to stepped pulley. Bench Drilling Machine
Column Feed Handle 2. Column:-Column is the main cylindrical part of drill machine on which the other components are mounted. 3. Feed handle:-Handle is provided to feed the drill in to the work piece. A rake and pinion mechanism is provided to drive the chuck. 4. Base:-Base is the bottom part of machine in which the column is fitted upright. Base
5. Work Table:- Work pieces are mounted and held in position by the table. This table can be tilted for drilling at an angle. Belt Guard 6. Chuck:- Chuck is provided to hold the drill of different sizes up to 6.5 mm. Drill size of more than 6.5 mm are to be fitted directly in the Morse taper of spindle. Chuck Work Table 7. Belt guard:- Belt guard is provided to cover the belt and pulley drive mechanism to minimize the hazard of accident.
The hole location on the job is made using centre punch. • It is made deeper using a combined drill and counter sink. • A suitable drill and coolant selected for specific job. • The drill is fixed to the chuck using the key. • The workpiece is clamped on the worktable with a suitable fixture. • It is clamped at the required height drill can penetrate the job. • Machine is started.