Download
1 / 35
350 likes | 515 Views
Impact of Multiple On-Board Inspections on Cumulative Probability of Detection. Harry Millwater and Brian Shook Dept. of Mechanical Engineering University of Texas at San Antonio Steve Hudak, Mike Enright, Loren Francis Southwest Research Institute AFRL DUS&T Program

E N D
Impact of Multiple On-Board Inspections on Cumulative Probability of Detection Harry Millwater and Brian Shook Dept. of Mechanical Engineering University of Texas at San Antonio Steve Hudak, Mike Enright, Loren Francis Southwest Research Institute AFRL DUS&T Program Pat Golden, Program Manager AFOSR Prognosis Workshop Feb 19-20, 2008 Cincinnati, OH
Case Study Depot Inspection Continual Inspections • 3 Median POD Values • 200 Mil • 400 Mil • 600 Mil • 32% Coefficient of Variation • 30 Mil POD • 32% Coefficient of Variation Which is more effective at reducing the probability of failure?
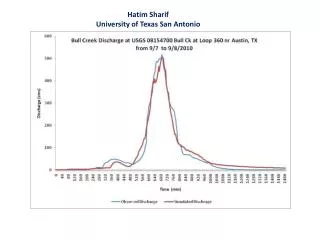
Case Study • Example problem • Surface crack at bore (defined by pdf) • Loading from air-to-ground mission from F100-PW-229 engines • POD curve modeled with lognormal distribution • FAA library indicates a COV of 32% for ultrasonic inspection • Vary median of POD curve • One inspection per flight
Inspection Simulation POD Curve P* a* Detected Cracks
Results Independent inspections POD: median 600 mils COV 32%
Inspection Simulation dependent independent
Frequency of Inspection Frequency of Inspection Parent POD (600/0.32)
Effect of Multiple Independent Inspections • Note, even if POD = 0.01 for a single inspection: • after 1000 independent inspections the cumulative POD is 0.999957 • after 1000 dependent inspections the cumulative POD is 0.01
Supporting Publication • “Quantifying the Effects of Redundant Fluorescent Penetrant Inspection,” • Kimberly Erland, Pratt & Whitney, West Palm Beach, Review of progress in quantitative nondestructive evaluation, Vol. 8B,1988, pp. 2221-2228 • “The fluorescent penetrant inspection process is not independent inspection-to-inspection and therefore the probability of detection for redundant FPI cannot be obtained by a simple multiplication of probabilities • Conclusions substantiated using actual inspection data
Air-to-Ground Results No Inspection Continual Inspection Dependent Inspections Single Mid-Life Inspection
Air-to-Ground Results No Inspection Dependent Inspections Single Mid-Life Inspection Continual Inspection
Air-to-Ground Results No Inspection Dependent Inspections Continual Inspection Single Mid-Life Inspection
A Priori Estimation of POD Effectiveness acrit alast Last Inspection • For continual dependent inspections, POD(acrit) determines the amount of reduction in POF regardless of the shape of the POD curve and the crack growth curve.
Effect of POD(acrit) POD(acrit) = 70% for all POD curves Critical crack size ~ 600 mils
Normalized Results POFReduced = 1-POD(acrit) = 0.3 for all POD curves
Random acrit • If acrit is random, say from stress scatter or fracture toughness variation, the effective reduction in POF can be determined by Conditional Expectation
Lessons Learned • Model recurring inspections as dependent - conservative approach • POD(acrit) defines effectiveness of continual inspections
Conclusions • Continual inspections with a coarse POD sensitivity can offer advantages in the reduction of POF with respect to a more accurate depot inspection - even with dependent inspections.
POD curve still useful to characterize the inspection process for recurring inspections? Focus should be on characterizing POD(acrit) and it’s scatter Food for Thought acrit
Inspection Simulation POD (a(N)) POD(a(Ni)) Crack is detected for sensor realization n inspection j POD(a*j) Ni Realization nSj generates a sensor with detectible crack size (DCS) = na*j This sensor will detect a crack larger than na*j or, equivalently, POD(a(Ni)) POD(na*j) Process is repeated with independent realizations
Subsequent Inspections • For subsequent inspections, naDCS should be approximately the same for each sensor, naDCS(j) naDCS(j+1) • This can be simulated by generating samples for subsequent inspections that are correlated to the first inspection. A correlation coefficient of 1.0 implies dependent inspections, i.e., naDCS(1) = naDCS(j)
Inspection Simulation POD(300) = 0.18 POD with median = 400 miles, COV=32% 18% of sensors will detect a defect less than 300 mils
Independent Assumption Each inspection significantly increases the CPOD X2 CPOD Inspection i+1 X1 Inspection i
Dependent Assumption Each inspection encapsulates previous inspection CPOD=POD(i+1) X2 CPOD X1 Inspection i Inspection i+1
Cumulative POD • Cumulative POD based on the assumption of independent inspections where ai is the crack size at inspection i, POD(a) is the applied POD curve (one minus the probability of missing it at all previous inspections)
Scatter of Parent POD • Larger COV of parent POD leads to significantly higher cumulative POD Larger COV POD Median: 600 mils Independent Inspections
CPOD vs. Median and COV of Parent POD Cumulative POD = 1 Cumulative POD = 0 • Independent Inspections Cumulative POD varies rapidly wrt COV of parent POD
Multiple Sensors 1 Sensor Bounds CPOD Corr=0 CPOD Corr=1
Multiple Sensors 1 Sensor 1 Sensor Same Sensor Corr=0.9
Multiple Sensors 2 Sensors Same Sensor Corr=0.9 Multiple Sensors Corr=0.5 1 Sensor
Multiple Sensors 2 Sensors Same Sensor Corr=0.9 Multiple Sensors Corr=0.5 3 Sensors 1 Sensor
Multiple Sensors Same Sensor Corr=0.9 Multiple Sensors Corr=0.5 10 Sensors 3 Sensors 2 Sensors 1 Sensor
Effect of Correlation on CPOD Corr=0.2 Corr=0 Corr=0.4 Corr=0.6 Corr=0.8 Corr=1