Download
1 / 20
270 likes | 546 Views
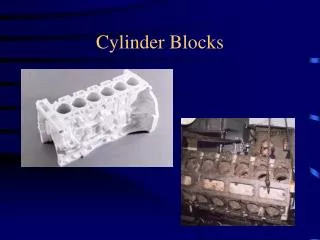
Cylinder Bore Inspection. Engineering Research Center for Reconfigurable Manufacturing Systems. NCU (residual boring marks after honing of cylinders) detection requested by power train. Applicable scattering phenomenon observed in laboratory.

E N D
Cylinder Bore Inspection Engineering Research Center forReconfigurable Manufacturing Systems
NCU (residual boring marks after honing of cylinders) detection requested by power train. Applicable scattering phenomenon observed in laboratory. Defect detection: Go/No-Go vs. conventional metrology. Project Background Project Goal • Detection of non clean-up (NCU) of residual boring marks after honing of cylinder bores. • Cycle time of 20 seconds required.
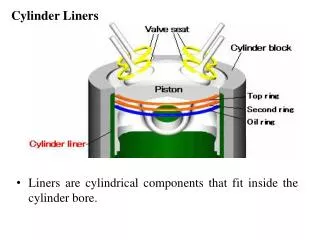
Laser Scattering from Machined Surfaces The physical phenomenon used to distinguish between boring and honing: Laser light normally incident on a machined surface is scattered preferentially in a plane perpendicular to the machining marks.
Cylinder Surface • Scatter, not just reflection. • Different pattern for boring vs. honing. • Direction of scattered laser light varies with boring vs. honing.
Probe Assembly Slip Ring
Manufactured Probe Detector Mirror Laser Prism Slip Ring
Typical Data • Data collected with Labview • Plots generated with Matlab NCU Detection Properly Honed
Honing Problem Detection Different honing patterns at the top and bottom of the cylinder Axial stripes along the cylinder wall.
Alternate Detectable Conditions Fine and Coarse Boring Coarse Honing
Technology transfer to industry. Demonstrate parallel probe operation. Demonstrate survivability and maintainability of probes in a factory environment. Accelerate implementation in ERC member company plants. Full Scale Prototype Goals
Inspect one bank of V blocks, all cylinders of straight 4 blocks. Demonstrate parallel operation. Easily reconfigurable. Inspect blocks from different manufacturers-straight 4,V-6, and V-8. Minimum cost. Full Scale Prototype Requirements
Prototype Layout as in the Request for Proposal (RFP) Environmental shield Block Probe rotation mechanism Probes Motion stage Table Inspection station computer Base Support structure Fork lift holes Vibration absorbing pads
Full Scale Prototype Configuration as Requested by End-Users
Completed Prototype • Station installed week of 9-17-07. • Station and probes are operational.
System Communication UM system PC 5 PC 1 PC 2 PC 3 PC 4 Rotary encoder Rotary encoder Rotary encoder Rotary encoder Cylinder tool Cylinder tool Cylinder tool Cylinder tool Gehring machine head Linear encoder Gehring PC
Optimization of parallel detection at the ERC. Factory implementation of prototype system. Possible detection of rough hone or boring stages. A probe to measure dimensional variation and detect NCU is being developed. Future Work
A new probe is being developed. New probe will measure dimensional variation as well as check surface finish. Probe centering in a cylinder will be easily determined using this probe. Probe uses different detector, electronics, optics and software.
Scatter from surface is imaged onto detector by lens. Image position changes with distance from probe to surface. Detector is position sensitive. Dimension sensing probe Bore Surface Slip Ring Mirror Lens Detector Laser