Download

1 / 20
210 likes | 225 Views
Explore novel technologies like High Density Sludge and Eutectic Freeze Crystallization for efficient mine water treatment. Learn about advantages, disadvantages, and alternative options in this comprehensive overview.

E N D
Innovations and Demonstration of Novel Mine Water Treatment Technologies Dr Jo Burgess Research Manager: Mine Water Treatment and Management Water Research Commission
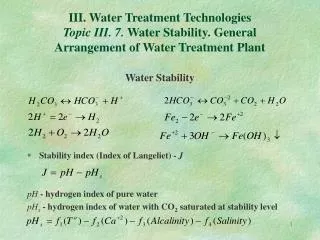
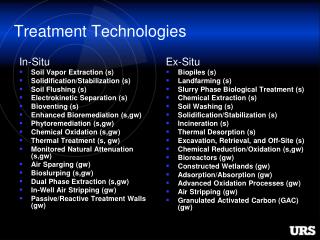
What is the current standard method? • High Density Sludge (HDS) process, followed by conventional reverse osmosis (RO).
Neutralisation Cl Primary Primary Reverse 2 Primary Reactors Ultrafiltration Osmosis Clarifiers RO Permeate Potable Mine Water Water RO Permeate RO Reject Secondary Secondary Reverse Secondary Ultrafiltration Osmosis Clarifier RO Permeate RO Reject Tertiary Tertiary Reverse Tertiary Ultrafiltration Osmosis Clarifier Brine Dewatering Dewatering Fiter Press Filter Press Dewatered Dewatered Sludge Cake Sludge Cake Hi recovery Precipitating Reverse Osmosis (HiPRO) process • Water Type Acidic; Sulphate; Calcium; Manganese Neutralisation Desalination Treated Water 30 Ml/day Liquid Waste – Brine 0.09 Ml/day Solid Gypsum Byproduct 180 tons/day Up to 99.3 % water recovery but not enough …….. 3
HDS process, followed by conventional RO • Advantages • Established, in operation for many years, well understood. • Can adapt to variable AMD quality and quantity. • Product water is potable quality. • The only process that has been installed at full scale in RSA. • The capacity of both HDS and RO treatment plants can be increased modularly. • Disadvantages • Multiple reaction stages and extended retention times, with associated high capex. • High quantities of iron hydroxide and gypsum sludge created, no direct value, require disposal. • Smaller volumes of complex, hazardous brine created, require disposal / treatment (e.g. eutectic freeze crystallisation) • Lime demand is high, with associated high opex. • The energy demand is high, with associated opex. • Highly engineered process. • HDS product water quality does not meet environmental or potable specifications, further treatment required.
Eutectic Freeze Crystallization R&D 2007 to 2010. Fundamental principles. Novel Technology for Recovery of Water and Solid Salts from Hypersaline Brines: Eutectic Freeze Crystallization. Batch system. Model solutions. Lab scale. (K5/1727) 2010 to 2013. Working concept. Extended Investigations into the Recovery of Water and Salts from multi-component Brines. Real wastewaters. Batch system. Lab scale. (K5/2012) 2013 to 2018. Continuous Eutectic Freeze Crystallization. Scale up. Real wastewaters. Continuous process. Pilot scale. Demo plant in collaboration with industry research association (Coaltech 2020). (K5/2229)
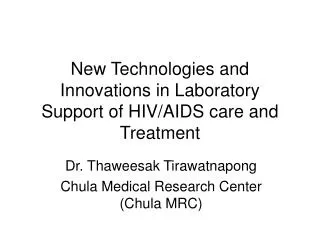
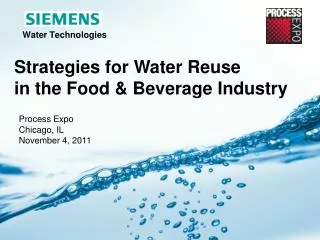
Principle of Eutectic Freeze Crystallization Ice 40˚C 20 20˚C 0 0˚C Temperature[˚C] -20 -20˚C Salt + Aqueous solution Ice + Aqueous solution -40˚C -40 Eutectic point Ice + Salt -60˚C -60 0 10 Concentration [Wt %] 20 Salt 30 40
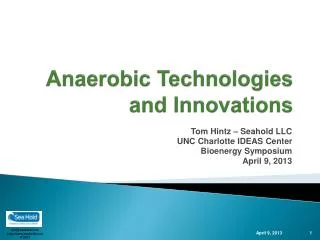
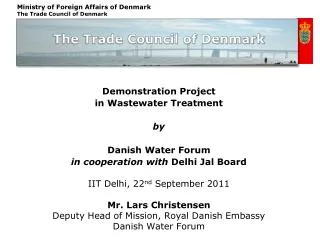
Selective recovery of salts ice Na+ Mg2+ K+ SO42- Cl- • Recovery of pure salts • Recovery of pure water • Extreme waste minimisation 20 -1.3 Temperature(°C) -3.9 -10.6 -21.2 Not to scale Na2SO4 MgSO4 KCl NaCl 7 Component
Demo plant at Optimum Colliery Slurry skimmer Clean water
What are our other options? Pump AMD to surface from depth Domestic supply system Full active treatment Pump AMD to surface from ECL Pre-treatment (HDS) Irrigation Irrigation with concomitant soil amendment Phase 0 Phase 1 Phase 3 Phase 4
Pumping AMD for active treatment • Alternative treatment technologies were all rejected on the basis of insufficient information regarding their application at full scale. • “In the evaluation of the technologies, it needs to be taken into account that the AMD problem on the Witwatersrand is currently the biggest Acid Mine Drainage problem globally. Nowhere have plants been constructed to meet such a demand as is required on the Witwatersrand and South Africa is currently embarking on untested territory in this regard... It will therefore be advisable to test the alternative technologies that show potential at demonstration scale to assess all risks.”
Agricultural use of mine drainage • Can be achieved by pumping the AMD to surface and then either • HDS process & use product water for irrigation, or • irrigating with the untreated AMD and concurrently adding soil amendments as a bulking and pH correcting agent. • The latter releases us from the need for AMD treatment plants in some areas (depends on land availability). • University of Pretoria’s Department of Plant Production and Soil Science has provided clear proof of concept that land treatment, either with mine tailings and/or a clay soil, suitably amended with fine limestone or fly ash from power stations, is technically attractive and could offer solutions to two environmental challenges at once: erodible mine tailings and large volumes of contaminated mine water.
Further information • WRC website: www.wrc.org.za • Email Jo Burgess: job@wrc.org.za • Mine water research brochure • Summary report • Knowledge Review • Project research reports