Download
1 / 20
220 likes | 400 Views
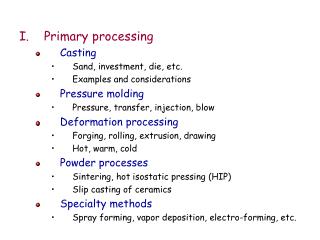
Sand Casting of Metals. Elizabeth Merten University of Washington, Seattle Department of Materials Science & Engineering emerten@u.washington.edu. Key Concepts in Sand Casting. Simple and Inexpensive Utilized to make simple shaped parts Can alter Mechanical Properties of Materials

E N D
Sand Castingof Metals Elizabeth Merten University of Washington, Seattle Department of Materials Science & Engineering emerten@u.washington.edu
Key Concepts in Sand Casting • Simple and Inexpensive • Utilized to make simple shaped parts • Can alter Mechanical Properties of Materials • Occurrence of Internal imperfections
Metals often used in Casting *Zinc and some metal oxides can be hazardous. This is due to the metal fumes created in the sand casting process.
Typical Equipment Aluminum Ingot Proper Safety Equipment Crucible Electric Furnace http:// flamingfurnace.com, http:// bladeforums.com, http:// utilitysafeguard.com, http:// ecvv.com, http:// pmeheater.com, http:// foundry101.com
Typical Equipment Cont’d Cope and Drag Gating System • Green Sand* Trowel • *Mixture of Bentonite clay and Silica Sand http:// seanmichaelragan.com, http:// substech.com, http:// humboldtmfg.com, http:// indiamart.com
Complete Sand Casting Mold • Typical Components of a Two-part Sand Casting Mold (http://www.efunda.com/processes/metal_processing/sand_casting_intro.cfm)
Casting Flask • The Casting Flask is made up of two parts, a cope and drag • The cope is the top part of the flask and the drag is the bottom • The size of the flask depends on the size of the part you want to cast • The typical size for in-class experiments are approximately the size of a shoe box
The Gating System • Thesize and location of the riser , pouring cup, runner and gas vent are all critical in obtaining good casting • The pouring cup limits the amount of molten material allowed to flow into the cast • The size and location of the gas vent and riser play an important role in casting as they allow gas to escape from the mold cavity as well as giving additional space for the raw molten material to flow while pouring
Green Sand The wetness of the sand mixture is very important in Sand Casting. If the sand is too wet the mold can explode and if it is too dry it can collapse Testing your green sand mixture: • Pick up some sand in your hand and squeeze it firmly. There should be no visible water when it is squeezed and the form should retain shape
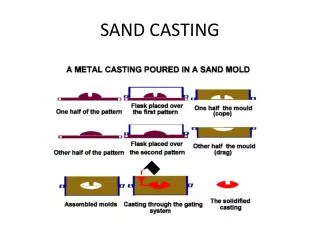
Experimental Set-up • There are various steps in the sand casting process which are followed in this order: * • Place aluminum ingots in a crucible and place into furnace so it can be melted • Place a pattern in sand to create a mold in the drag • Incorporate the pattern and sand in a gating system in the cope** • **Use parting powder to help make it easier • to remove the pattern and gating system. • http://ashwintooldesigner.blogspot.com
Experimental Set-up cont’d • Remove the pattern carefully and combine the cope and drag • Remove the crucible containing the molten metal from the furnace • Remove the slag with a slag stick and pliers • Pour the molten metal into the mold pouring cup steadily • Once the mold is filled place the crucible on a fire safe and steady surface
Experimental Set-up cont’d • Allow the metal to cool • Break away the sand mold and remove the casting After casting the part be sure to note any imperfections on the surface If equipment is available, section the part and note any inclusions *Remember to wear proper safety equipment ( leather apron, gloves, and Face Shield)
Sand Cast Parts Simple Shapes for ornamental items as well as parts for the Automotive, Aerospace industry can be cast from Iron, Bronze and Aluminum http:// tradett.com, http:// asia.ru, http:// tradenote.net
External and Internal Flaws Flaws on the surface can easily be identified however internal flaws are more difficult to discover and can significantly effect the quality of the cast piece http:// ucforums.com, http:// sweetwatergems.com, http:// weirdstuffwemake.com, http:// bronzecoastgallery.com
Safety • Safety equipment must be used when you are casting with molten metal • This includes the following: • Closed toed shoes • Leather Apron • Face Shield • High Temperature Gloves
Discussion & Questions • Why is it important to have risers and a gating system? Could this be improved upon? If so, explain. • Did you expect the metal samples to have internal flaws? Why or Why not? • Why is it important to follow safety guidelines when handling molten metals?
Recap • Sand Casting is an inexpensive technique used in industry to make simple shaped parts • Mechanical properties of the material used in sand casting may become altered after processing • Internal imperfections can occur in the final product
Basic Terms • Casting flask – two piece, cope and drag, metal or wood frame that holds the molding sand. • Crucible –clay container used for melting metals. • Cope – upper part of the casting flask. • Drag – bottom portion of the casting flask. • Gating system – pathway for the molten metal. • Ingot – metal that is shaped for ease of processing • Slag – unwanted metal semi-solid formed on the surface of the molten metal.
Acknowledgments Thanks to Professor Tom Stoebe and Professor Fumio Ohuchi for assistance in developing and editing this module, along with the feedback and suggestions from Tuesday Kuykendall and all my reviewers. The Materials Science & Engineering Department at the University of Washington provided the equipment needed for the development of this module.
Elizabeth Merten emerten@u.washington.edu www.materialseducation.org