Download
1 / 23
301 likes | 757 Views
Manufacturing Processes Lab I MET 1321 Metal Inert Gas Welding ( MIG ). Welding Processes. Shielded Metal Arc Welding ( Stick welding ) Gas Metal Arc Welding ( MIG ) Gas Tungsten Arc Welding ( TIG ) Flux Cored Arc Welding Submerged Arc Welding Plasma Arc Welding. ARC Welding (AW).

E N D
Manufacturing Processes Lab I MET 1321Metal Inert Gas Welding (MIG) Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Welding Processes • Shielded Metal Arc Welding (Stick welding) • Gas Metal Arc Welding (MIG) • Gas Tungsten Arc Welding (TIG) • Flux Cored Arc Welding • Submerged Arc Welding • Plasma Arc Welding ARC Welding (AW) Oxyfuel Welding OFW Oxyacetylene Welding (OAW) Resistance Welding RW Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
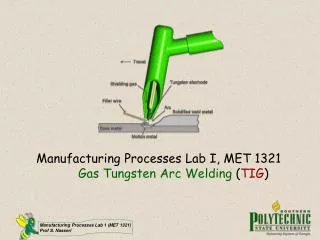
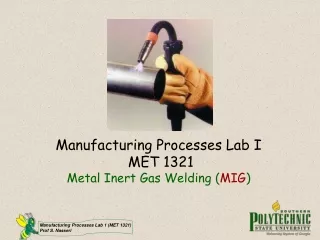
Gas Metal Arc Welding (GMAW) orMetal Inert Gas (MIG) WeldingMetal Active Gas (MAG) Welding MIG is an arc welding process that uses an arc between a continuous wire electrode and the weld pool. Wire is continuously fed from a spool. MIG welding is a commonly used high deposition rate welding process. MIG welding is therefore referred to as a semi-automatic welding process. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Shielding gases • The shielding gas completely covers and protects the weld pool. • Argon (or mixture of Argon and Oxygen) is used as a shielding gas for nonferrous metals such as aluminum, and • Carbon dioxide (or carbon dioxide mixtures with argon) are used as a shielding gas for steels. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Advantages • The MIG welding process provides many advantages in manual and automatic metal joining for both low and high production applications. Its combined advantages when compared to covered (stick) electrode, submerged arc, and TIG are: • 1) Welding can be done in all positions. • 2) No slag removal required. • 3) High weld metal deposition rate. • 4) Overall times for weld completion about 1/2 that of covered electrode. • 5) High welding speeds. Less distortion of the workpiece. • 6) High weld quality. • 7) Large gapsfilled or bridged easily, making certain kinds of repair welding more efficient. • 8) No stub loss as with covered electrode. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
GMAW or MIG equipments • MIG equipment consists of a welding gun, wire feeder, and shielding gas. A constant voltage, direct current (DC) power source is most commonly used with GMAW. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
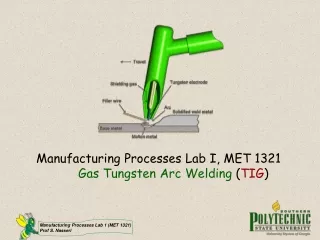
MIG torch nozzle • GMAW torch nozzle cutaway image. • Torch handle, • Molded dielectric (shown in white) and threaded metal nut insert (yellow), • Shielding gas nozzle, • Contact tip, • Nozzle output face Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
MIG wire • Wires are made of mild steel, Aluminum, Stainless Steel, Copper and Copper-based Alloy. The size is between 0.02 to 0.125 inches. Welding wire designations are based on AWS classifications: For Mild steel: ER – 60 S -1 Rod Electrode Solid bare wire Tensile strength in psi/1000 Chemical composition of the wire Stainless steel wire Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
MIG welding • Direct Current (DC) is only used. • AC should not be used, since the burn-offs are unequal on each half-cycle. • The consumable wire electrode diameter is between .02 to .125 inches. • Amperage between 60 to 250 A. • This is determined by trial and error. • Set the wire feed speed according to the current chosen. • Voltage is between 16-40 V (the voltage controls the arc length). • Gas flow rate is approximately 20 cfh (cubic feet per hour)to 35 cfh. • Wattage is between 1 to 20 kW. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
More heat in electrode More heat in the workpiece DCEP or DCEN?! • Direct Current Electrode Positive(DCEP) provides deep penetration and excellent cleaning action. • Direct Current Electrode Negative (DCEN)should not be used, because • Weld penetration is shallow and wide, • Metal transfer is erratic, • There is excessive spatter, and • No surface cleaning occurs. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Metal transfer modes • Metal transfer modes in GMAW are • short circuiting transfer, spray transfer, pulsed spray transfer, and globular transfer. • The type of metal transfer that occurs depends on welding wire size, shielding gas, arc voltage and welding current. • As current increases, the transfer mode changes from short circuiting to globular and then (with 80% argon) to spray. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Stickout Stickout is the distance the welding wire projects from the end of the nozzle of the welding gun. The proper nozzle-to-work distance must be maintained to ensure adequate shielding gas coverage. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Stickout Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Stickout • Stickout can be adjusted to alter the current and voltage conducted to the arc. • A shorterstickout creates a hotter arc, • A longer stickoutreducespenetration on thin metal (suitable for thin metals). Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
How to weld • Welding parameters are set based on the thickness of the metal used. • Steel backing bars are required for welding copper1/8 inches thick or less. • Preheating copper at 400F (204 C) is advisable on sections 3/8 inches thick or more. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
How to weld • Ensure that the contact tube and gas nozzle orifices are clean to prevent clogging, which restricts wire feed and shielding gas flow. • Set the voltage, wire feed and shielding gas flow to the standard conditions for the required type of welding. • Adjust the welding wire to the proper stickout. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
25 How to weld • Start the arc and move the welding gun at a uniform speed, maintaining the proper work angle ( 25˚travel angle and 90˚ working angle). Move the welding gun along the joint using the pushing or pulling techniques. 90 Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
How to weld • A slight weaving motion is helpful to ensure penetration. Do not remove the welding gun from the weld area until the weld pool has solidified. The shielding gas prevents cracks from developing in the molten weld pool. Cold lap occurs if the arc does not melt the base metal sufficiently. Check the weld for surface porosity, which is usually caused by improper gas shielding. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
How to weld • Shut down the machine when welding is completed • turn off wire speed control, • Shut off shielding gas flow at cylinders, • Squeeze welding gun trigger to bleed the lines, • Shut off welding machine, • Hang up welding gas. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Flux cored arc welding • A related process, flux cored arc welding, often does not utilize a shielding gas, instead employing a hollow electrode wire that is filled with flux on the inside. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Carbon dioxide Test yourself! • Argon is used as a shielding gas for Aluminum and carbon monoxide is used for steels. • True • False Both DCEN and DCEP in MIG welding, provide good quality weld. True False Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Test yourself! Which one is spray transfer and which is short circuiting transfer? spray transfer short circuiting transfer Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri
Cold lap Test yourself • Cracks in MIG welding happen, because: • 1- the welding wire is not adjusted to the proper stickout. • 2- the welding gun is removed from the weld area before the weld pool has solidified. • 3- the arc does not melt the base metal sufficiently. Manufacturing Processes Lab 1 (MET 1321) Prof S. Nasseri