Download
1 / 12
120 likes | 239 Views
Z. Z. Z. X. X. X. ( 0 , 0 ). 数控车床对刀原理与操作. 一、基准点与坐标系. 机床原点 :数控机床上的一个基准点,是机床制造时设置在机床上的一个物理位置。. 工件原点. 机床原点. 机床参考点 :在机床上用行程开关设置的一个物理位置,与机床原点有固定的位置关系。. 机床参考点. 机床坐标系 :是数控系统进行坐标计算的基准坐标系,是机床固有的坐标系。. ( 0 , 0 ). 工件坐标系 :编程人员定义在工件上的几何坐标系。. 工件原点. 工件原点 :工件坐标系的原点。. ( 0 , 0 ).

E N D
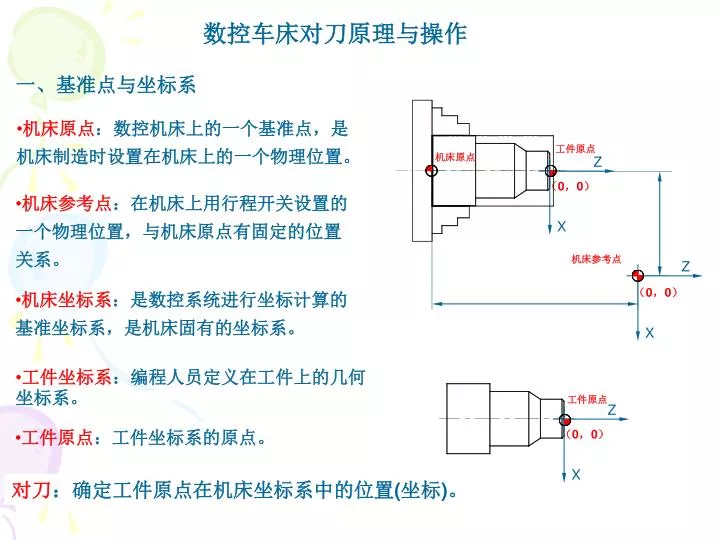
Z Z Z X X X (0,0) 数控车床对刀原理与操作 一、基准点与坐标系 • 机床原点:数控机床上的一个基准点,是机床制造时设置在机床上的一个物理位置。 工件原点 机床原点 • 机床参考点:在机床上用行程开关设置的一个物理位置,与机床原点有固定的位置关系。 机床参考点 • 机床坐标系:是数控系统进行坐标计算的基准坐标系,是机床固有的坐标系。 (0,0) • 工件坐标系:编程人员定义在工件上的几何坐标系。 工件原点 • 工件原点:工件坐标系的原点。 (0,0) 对刀:确定工件原点在机床坐标系中的位置(坐标)。
数控车床对刀原理与操作 二、对刀基本方法 • 方法一:T指令试切对刀 • 方法二:G54~G59指令试切对刀 • 方法三:G92指令试切对刀
T指令试切对刀原理 指令格式:T□□□□ 刀具偏置号 刀具号 (0,0) R=19 98 30 =49 Z-100 b X-60 30 (0,0) a =100 X偏=X机-D试 100 Z偏=Z机或Z偏=Z机-L试
T指令试切对刀操作 指令格式:T□□□□ 刀具偏置号 刀具号 (0,0) (0,0) 对刀步骤: 1、回参考点; 2、进入刀具偏置界面; 试切端面(沿X向退刀)→停车→输入试切长度→确认 3、试切: 试切外圆(沿Z向退刀)→停车→测量外径→输入试切直径→确认 检验
指令功能: 工件预定坐标系 G54~G59指令试切对刀 X-180 Z-200 R a=90 (0,0) 对刀步骤: b=200 1、回参考点; 2、进入坐标设定界面; 试切端面(沿X向退刀) →停车→输入Z坐标(Z=Z机或Z=Z机-L试)→确认 3、试切: 试切外圆(沿Z向退刀) →停车→测量外径→输入X坐标(X=X机-D试)→确认
β α 指令格式:G92 X_ Z_ G92指令试切对刀 指令功能:坐标系设定 α、β:对刀点到工件坐标系原点的有向距离。 α=50 25 (0,0) β=80 对刀步骤: 1、回参考点; 试切端面(沿X向退刀)→停车→记录机床指令坐标 2、试切: 试切外圆(沿Z向退刀)→停车→记录机床指令坐标→测量外径 X起=X机-D试+α 3、计算将刀尖移到起刀点位置的机床坐标: Z起=Z机+β或Z起=Z机-L试+β 4、用手摇进给将刀尖准确移动到起刀点上。
数控车床对刀原理与操作 三、对刀检验 • 方法一:粗略检验 用T指令试切对刀法对刀后,手动方式将刀尖移到工件 原点附近,此时的机床X、Z坐标值应近似等于X偏置、Z偏置。 • 方法二:精确检验 编辑一个检验程序,加工一个台阶轴,测量外径、长度, 看尺寸是否准确。
例:对刀程序 设毛坏直径为50mm,长度100mm T指令对刀 %0006 N10 T0101 N20 M03S400 N30 G00X55Z5 N40 G80X48Z-20F120 N50 G00X100Z100 N60 M30
试切外圆(沿Z向退刀)→停车→测量外径→输入试切直径→确认试切外圆(沿Z向退刀)→停车→测量外径→输入试切直径→确认 6、试切: 试切端面(沿X向退刀)→停车→输入试切长度→确认 数控车床对刀原理与操作 四、实习任务 熟练掌握T指令试切对刀操作及检验方法。 操作步骤: 1、上电:机床电源 → 系统电源→ 伺服电源; 2、回参考点; 3、毛坯装夹; 4、刀具装夹; 5、进入刀具偏置界面; 粗略检验 7、检验: 精确检验
数控车床对刀原理与操作 五、注意事项 • 工件、刀具装夹要紧、正; • 对刀过程中要保持清晰的思路; • 注意观察显示屏上的各种信息; • 做到安全、文明操作; • 实习结束前要收拾好工、量具,刀架移动到位,关闭电源; • 清扫机床及场地卫生。
数控车床对刀原理与操作 六、思考题 • 为什么要对刀? • 怎样检验对刀的正确性? • 对刀不正确会造成那些后果?
