Download
1 / 9
110 likes | 290 Views
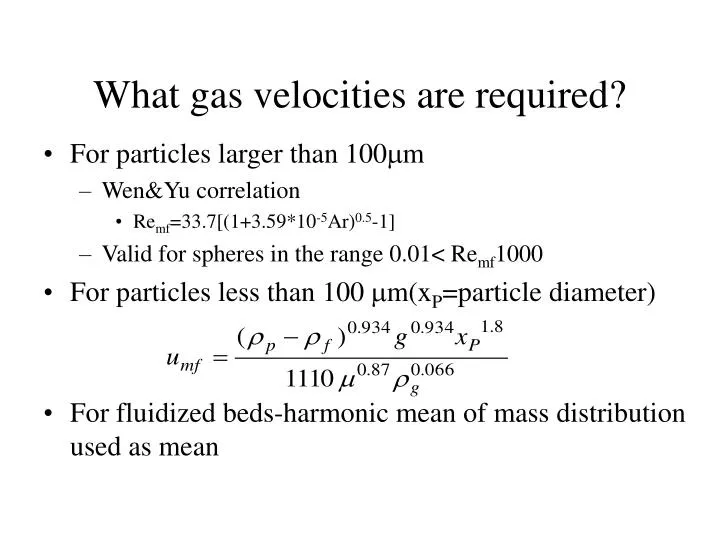
What gas velocities are required?. For particles larger than 100 m Wen&Yu correlation Re mf =33.7[(1+3.59*10 -5 Ar) 0.5 -1] Valid for spheres in the range 0.01< Re mf 1000 For particles less than 100 m(x P = particle diameter)

E N D
What gas velocities are required? • For particles larger than 100m • Wen&Yu correlation • Remf=33.7[(1+3.59*10-5Ar)0.5-1] • Valid for spheres in the range 0.01< Remf1000 • For particles less than 100 m(xP=particle diameter) • For fluidized beds-harmonic mean of mass distribution used as mean
Bubbles vs. No Bubbles • umb=superficial velocity at which bubbles first appear • umb(Abrahamsen &Fieldart,1980) for • For groups B&D powders, they only bubble, umf= umb • For group C, bubbles never form (cohesive force too high) & channeling occurs
Slugging • When size of bubbles is greater than 1/3 of diam. of bed, rise velocity is controlled by equipment • Slugging leads to large pressure fluctuations & vibrations • Don’t want slugging! • Yagi&Muchi(1952) criteria to avoid slugging (Hmf:bed height at onset of fluidization, D:diameter of bed)
Expansion of a fluidized bed • For non bubbling, there’s a region where u increases, particle separation increases but P/H remains constant • u is related to uT –single particle terminal velocity in general u= uTn, =voidage of the bed u= uT4.65 ReP > 500 u= uT2.4 • Between - Khan & Richardson, 1989
More Bed Stuff Expansion for bubbling beds • Simple theory-any gas excess of that needed for fluidization could form bubbles (not perfect since for low cohesive powders, much increase in gas velocity can occur before bubbling & increase leads to lower density,bigger bed volume) • Relationship between gas as bubbles & gas doing fluidization depends on type of powder Entrainment • Removal of particles from bed by fluidizing gas • Rate of entrainment & size distribution of entrained particles will depend on particle size & density, gas density & viscosity, gas velocity & fluctuations, gas flow regime, radial position, vessel diameter
Entrainment All particles are carried up & particle flux+suspension concentration are constant with height Disengagement zone-upward flux and suspension concentration of fine particles decreases with increasing height Coarse particles fall back down
Applications for fluidized beds • Drying – minerals, sand, polymers, pharma-ceuticals, fertilizers • Mixing – all kinds of materials • Granulation – process of making particles cluster by adding a binder • Coating • Heating/cooling – provides uniform temp- erature and good heat transport
Issues to consider • Gas distribution • Erosion – solid, hard particles may cause wear in bed • Loss of fines- reduces quality of fluidization lowers gas-solid contact area, reduces catalytic activity • Cyclones – can be used to separate entrained fines for recycle screen
Feeding the bed • May need to feed fluidized bed • Important for drying, granulation, recycle of fines • Methods of solids feeding • Screw conveyors • Pneumatic conveying