Download
1 / 33
340 likes | 573 Views
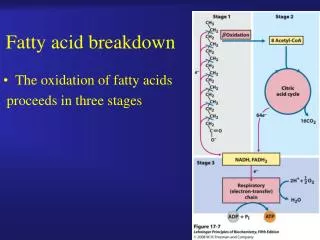
BIOCATALYTIC PROCESSES FOR THE PRODUCTION OF FATTY ACID ESTERS. BREW- Symposium 11 May, 2005, Bioperspectives 2005. M. VICENTE, J. ARACIL AND M. MARTINEZ* CHEMICAL ENGINEERING DEPARTMENT. COMPLUTENSE UNIVERSITY. 28040 MADRID E-MAIL: mmr1@quim.ucm.es.

E N D
BIOCATALYTIC PROCESSES FOR THE PRODUCTION OF FATTY ACID ESTERS BREW-Symposium 11 May, 2005, Bioperspectives 2005 M. VICENTE, J. ARACIL AND M. MARTINEZ* CHEMICAL ENGINEERING DEPARTMENT. COMPLUTENSE UNIVERSITY. 28040 MADRID E-MAIL: mmr1@quim.ucm.es
GREEN TECHNOLOGY AND SUSTAINABLE DEVELOPMENT • USING OF RENEWABLE RAW MATERIALS • SETTING UP NEW INTEGRATED PROCESSES. USE OF SELECTIVE CATALYSTS. AVOIDANCE OF POLLUTANTS AND BY-PRODUCTS • NEW PRODUCT AND PROCESS DESIGN IN ORDER TO MINIMIZE WATER AND ENERGY WASTE.
PROCESSES FOR ESTER PRODUCTION RAW MATERIALS ESTER PRODUCTION PROCESSES GENERAL SCHEME ESTERIFICATION & TRANSESTERIFICATION: CATALYST 1). ESTERS OF MONOALCOHOLS - Reaction study for different catalyst systems - Proposed schemes for oleyl oleate production 2). MONOGLYCERIDES - Reaction study for different catalyst systems - Proposed schemes for glycerol monooleate and monoricinolate production
TRYGLYCERIDES TO OLEOCHEMICALS HYDROGENATION 225ºC and 50atm O I L S METHYL FATTY ESTERS TRANSESTERIFICATION wtih Metanol 50ºC and basic catalyst FATTY ALCOHOLS CRUDE GLYCERINE REFINED GLYCERINE REFINING HYDROLYSIS 230ºC and 32 atm SEPARATION DISTILLATION HYDROGENATION FRACTIONAL DISTILLATION CRUDE FATTY ACIDS FRACTIONATED FATTY ACIDS DISTILLED FATTY ACIDS UNSATURATED FATTY ACIDS SATURATED FATTY ACIDS
COMPOSITION OF MAIN OILS FOR OLEIC ACID PRODUCTION
BIODEGRADABLE PRODUCTS NON-FOOD AGRICULTURAL PRODUCTION OIL SEEDS TRANSESTERIFICATION BIODIESEL ALCOHOLS GLYCERINE OILS TRANSESTERIFICATION MONOGLYCERIDES ESTERIFICATION DIGLYCERINE POLYGLYCEROL ESTERS ESTERIFICATION ESTERIFICATION FATTY ACIDS ESTERS OF MONOALCOHOLS
GENERAL REACTION SCHEMES A.) ESTERIFICATION PROCESS R1-COOH + R2-OH R1-COO-R2 + H2O FATTY ACID ALCOHOL ESTER WATER B.) TRANSESTERIFICATION PROCESS CO-O-R1 CH2-OH CH2-OH CO-O-R1’ + 2 CH-OH 3 CH-OH CO-O-R1’’ CH2-OHCH2-O-OC-R1 OIL GLYCEROL MONOGLYCERIDE
ADVANTAGES OF ENZYMATIC PROCESSES • SIMPLER PROCESS SCHEMES • HIGHER SELECTIVITY • LESS WASTE • LOWER TEMPERATURE • LOWER PRESSURE • LOWER (DIRECT) PROCESS ENERGY REQUIREMENTS
CH3-(CH2)7 - CH = CH -(CH2)7- COOH OLEIC ACID + R-CH2 - OH ALCOHOL OLEYL OLEATE PRODUCTION CATALYTIC ESTERIFICATION REACTION CATALYST CH3-(CH2)7 - CH = CH - (CH2)7 -COO-CH2-R ESTER + H2O WATER R = CH3-(CH2 )7 - CH = CH -(CH2 )7- OLEYL ALCOHOL
OLEIC ACID OLEYL ACOHOL Batch Reactor WATER VACUUM PUMP ESTER COMPARISON BETWEEN DIFFERENT CATALYTIC SYSTEMS FOR ESTERIFICATION REACTION OLEIC ACID + OLEYL ALCOHOL Molar ratio [AC]:[Al] = 1:1 Constant temperature Constant working pressure Reaction time: 2h
COMPARISON BETWEEN DIFFERENT ENZYMATIC SYSTEMS FOR ESTERIFICATION REACTION: OLEIC ACID + OLEYL ALCOHOL Operation conditions: - Molar ratio [AC]/[AL] 1:1 - Temperature 70ºC - Pressure 60 mmHg (except LIP-10, P=710mmHG) - Reaction time: 2 h
PROPOSED SCHEMES FOR OLEYL OLEATE PRODUCTION UCM in collaboration with Dr. Michel Poulina (Uniquema)
OLEYL OLEATE PRODUCTION RAW MATERIALS PRODUCT PROPOSED SCHEMES FOR OLEYL OLEATE PRODUCTION
OLEYL OLEATE PRODUCTION BATCH_STIRRED TANK Non-enzymatic esterification: p-toluenesufonic acid NaOH, solution CATALYST p-toluenesulfonic acid BATCH REACTOR 130ºC, Patm 0.6%wt cat; 16 h NEUTRALIZATION DECANTATION Water phase OLEIC ALCOHOL technical grade OLEIC ACID technical grade WASHING DECANTATATION Water phase Water ACIDULATION H2SO4 / ACID RECOVERY BLEACHING Clays CENTRIFUGATION Soap STEAM PRODUCTION DESODORIZATION Stripping 80ºC, 10 mbar DRYING OLEIL OLEATE
OLEYL OLEATE PRODUCTION BATCH_STIRRED TANK Enzymatic esterification: immobilized lipases Condensation WATER OLEIC ALCOHOL technical grade BATCH REACTOR 60ºC, 100mbar 1.5%wt cat; 15h FILTRATION 60ºC, Patm OLEIC ACID technical grade STEAM PRODUCTION ENZYME RECYCLE DEODORIZATION Stripping 80ºC, 10 mbar Clean Enzyme DRYING OLEYL OLEATE
OLEYL OLEATE PRODUCTION BATCH_FIXED BED Enzymatic esterification: immobilized lipases WATER OLEIC ALCOHOL technical grade FLASH SEPARATOR 80ºC, P? OLEIC ACID technical grade STEAM PRODUCTION DEODORIZATION Stripping 80ºC, 10 MBAR FIXED-BED REACTOR 60ºC, Patm TANK TANK DRYING OLEYL OLEATE UNIT 1
ENERGY ANALYSIS – OLEYL OLEATE Outcome of energy analysis (including energy to produce the catalysts used): PROCESS COMPARISON – OLEYL OLEATE Conventional and enzymatic process designs are roughly comparable.
ECONOMICS – OLEYL OLEATE O:\WPs\WP3(Envir)\BrewTool\BackgroundTables\Enzymes\Oleyl_oleate_COMPAR_CAT.xls
MONOGLYCERIDE OLEATE PRODUCTION CATALYTIC TRANSESTERIFICACION REACTION SCHEME CATALYST TRYGLYCERIDE + 2 GLYCEROL 3 MONOGLYCERIDE 2 TRYGLYCERIDE + GLYCEROL 3 DIGLYCERIDES CATALYST
COMPARISON BETWEEN DIFFERENT ENZYMATIC SYSTEMS FOR ESTERIFICATION REACTION: OLIVE OIL + GLYCEROL Reference: Martinez, M. Coterón, A. and Aracil, J. Reactions of Olive Oil and Glycerol over Immobilized Lipases JAOCS, vol. 75, no.5 (1998)
PROPOSED SCHEMES FOR MONOGLYCERIDES PRODUCTION UCM in collaboration with Dr. Michel Poulina (Uniquema)
MONOGLYCERIDES PRODUCTION RAW MATERIALS PRODUCT PROPOSED SCHEMES FOR MONOGLYCERIDES PRODUCTION
GLYCEROL MONOOLEATE PRODUCTION BATCH_STIRRED TANK Non-enzymatic transesterification: Basic catalyst KOH CONDENSATION REACTOR (2 steps) 1. Reaction: 180ºC, Patm NaOH 0.2wt% 2.Flash distillation: 100mbar To glycerol feed MIXER HOSO GLYCEROL DECANTATION 50ºC, Patm GLYCEROL PURIFICATION From condensation NaOH WASHING 50ºC, Patm Water phase Water SHORT PATH DISTILLATION 200ºC, P <1 mbar Residue DYGLYCERIDE MIXER LQ MONOOLEATE HQ MONOOLEATE
GLYCEROL MONOOLEATE PRODUCTION BATCH_BASKET REACTOR Enzymatic transterification: Immobilized lipases HOSF GLYCEROL BASKET REACTOR 60ºC, Patm 1.5%wt cat, 2 h MIXER 50ºC, Patm CRYSTALLIZATION 1 60ºC-27ºC 0.06ºC/min CRYSTALLIZATION 2 50ºC-32ºC 0.04ºC/min TANK CRYSTALLIZATION 3 45ºC-35ºC 0.02 ºC/min LQ MONOOLEATE HQ MONOOLEATE
GLYCEROL MONORICINOLATE PRODUCTION BATCH_STIRRED TANK Enzymatic esterification: Immobilized lipases CONDENSATION RICINOLEIC ACID BATCH REACTOR 60ºC, 100mbar 3wt% cat, 4h MIXER GLYCEROL ENZYME RECOVERY FILTRATION 40ºC Enzyme feed GYCEROL RECOVERY CENTRIFUGATION 40ºC ADSORPTION 40ºC Resins DEODORIZATION 40ºC STEAM PRODUCTION DRYING GLYCEROL MONORICINOLATE
ENERGY ANALYSIS - MONOGLYCERIDES Outcome of energy analysis: analogous to oleyl oleate PROCESS COMPARISON - MONOGLYCERIDES
ECONOMICS – GLYCEROL MONOOLEATE O:\WPs\WP3(Envir)\BrewTool\BackgroundTables\Enzymes\Monoglycerides_COMPAR_CAT.xls
CONCLUSIONS • KEY PROCESS ADVANTAGES: HIGHER SELECTIVITY, LESS WASTE; LOWER TEMPERATURE AND LOWER PRESSURE • SMALL IMPROVEMENT POTENTIALS FOR ENERGY AND GHG EMISSIONS • BREAK-EVEN ENZYME COST CAN BE REDUCED BY UP TO FACTOR 3 BY ECONOMIES OF SCALE • ALLOWABLE ENZYME COST UP TO FACTOR 5 BY PROCESS IMPROVEMENT • ENZYME COSTS FOR SMALL SCALE NEED TO DROP TO AROUND 100 EUR/KG,FOR LARGE SCALE A FEW TENS OF EUROS/KG • SYNERGY OF WHITE BIOTECHNOLOGY AND PROCESS IMPROVEMENTS SUBSTANTIAL IMPROVEMENTS ESP. IN IN ECONOMICS