Download
1 / 9
170 likes | 679 Views
Alloying additions Master Alloys. Primary Aluminium Liquid or Solid. Scrap. Production of Wrought Aluminium Alloys. Aluminium Melting and Casting (how does it continues after primary Aluminium ?). Furnace (fuel-fired reverberatory furnace).

E N D
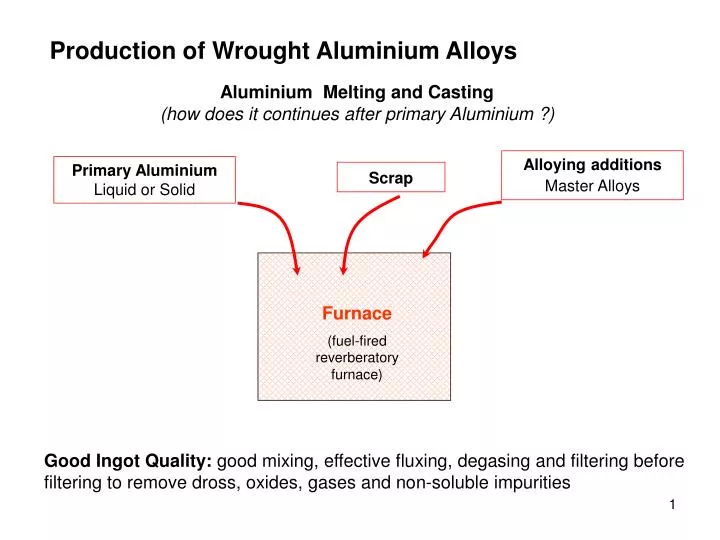
Alloying additions Master Alloys Primary Aluminium Liquid or Solid Scrap Production of Wrought Aluminium Alloys Aluminium Melting and Casting (how does it continues after primary Aluminium ?) Furnace (fuel-fired reverberatory furnace) Good Ingot Quality: good mixing, effective fluxing, degasing and filtering before filtering to remove dross, oxides, gases and non-soluble impurities
Gases in Aluminium Alloys?:Hydrogen is the only gas with detectable solubility in Al alloys!!! Hydrogen enters solution in atomic form. Origin?: surface reaction of Aluminium with Water Vapour (moisture from furnace atmosphere, furnace walls, etc.): 2Al + 3 H2O Al2O3 + 3H2
Excess hydrogen is rejected from slution (liquid state), recombines as molecular gas wich may be entraped in the solid structure leading to porosity (interdendritic regions) Acceptable Hydrogen levels: 0.1 – 0.15 ml / kg!! It can be reached for melts at 750 °C in enviroments with 30 % relative humidity. But .... How fast?: very slow!. Therefore: Need to purge by bubbling an insoluble gas through the melt in the (reverberatory) furnace prior to pouring (e.g., Nitrogen, Argon, Chlorine). What about Oxigen?: it is insoluble in A. Where do the oxides come from then? Agitation!: oxidation of the Al on the surface when in contact with the furnace atmosphere (previous transparency) How are oxides removed?: By filtering the molten metal through ceramic filters Therefore: modern Al casting practice: Bubbling (hydrogen removal) + Filtering (oxides removal) Modern Theories; see for example Prof. John Campbell, Professor of casting Tchnologies, University of Birmingham, UK.The Bi-Films and the interesting correlation between oxides particles (actually bifilms) and defects in Al castings
Direct-chill (DC) cast Slabs (plane ingots) for subsequent rolling into plate, sheet or foil (different Wrought Products) The Direct-chill Cast, semicontinuous process Solidification in two stages: solidification at the chilled mould wall and solidification of of the rest ingot cross section by heat removal (spray cooling) Problems wit DC castings methods: - Ripple on the ingot surface due to stick-slip contact as it moves past the sides of the mould when solidification first occurs (see DC Slabs). - Surface tears - Inverse segregation Cause of problems with extrusions and edge cracking during rolling Solution: machine or scalp DC ingots surface prior to rolling or extrusion ($$ !!) Or Improve DC Ingots surface quality (How?)
Billets (d>200 mm) / Ingots Slip-air DC semicontinuous casting Improved surface quality may be obtained by reducing the rate of heat flow from the solidifiying billet to the mould by injecting a narrow streem of high pressure air along the metal / mould interface. See: Wagstaff Air-Slip Casting System (Aluar)
99.9% aluminum ungrainrefined. The nominal grain size is 4500µ. 99.9% aluminum grain refined with 0.008% Titanium added as 5%Ti-1%B-Al The nominal grain size is 120µ. Grain Refiners Grain refinement of aluminum provides a number of technical and economic advantages, including reduced ingot cracking, better ingot homogeneity, better mechanical deformation characteristics and improved mechanical properties (See Figures 1 and 2 for visual comparison of microstructure before and after the addition of grain refiner.). Grain refining elements, titanium and boron, were originally introduced into molten metal as refractory titanium alloy and a corrosive complex potassium metal fluoride salts. Use of these materials resulted in inconsistent performance and detrimental side effects, such as, corrosion of furnace refractories, risk of inclusions and unpredictable grain refining response. These side effects and uncertainties were eliminated when master alloy companies together with aluminum producing companies developed a master alloy, which included aluminum, titanium and boron in precise quantities. Because the alloys were originally provided in ingot form, the product was added to the melting furnace 30 to 60 minutes before casting. The next improvement in grain refiners was the development in 1972 by the master alloy companies of a rod feeder and a fast acting aluminum alloy grain refiner that could be produced in 3/8 inch diameter rod form. This improved product could then be added to the molten metal stream enroute to the casting station. With the introduction of each new product (ingot then rod) the required quantity of grain refiner was reduced because of the improved recovery of the grain refining ingredients and better furnace utilization was achieved, which translates to lower costs for the industry. AlTiB: Fed automatically into the launder and dissolved by the molten metal as it passes from the furnace to the casting station !! Remember Matter???
Modification in Aluminum Castings The silicon content in most aluminum castings is in the range of 5 to 12%. When castings of melts of these alloys are not modified, coarse platelet crystals of the aluninum silicon eutectic phase form in the casting during solidification (Figure 3.). These particles are brittle and tend to reduce the strength and ductility of the casting. Modification of the silicon phase produces a silicon phase that is fibrous and finely dispersed (Figure 4.). Ductility of the castings improves markedly and the tendency for cracking or brittle fracture is less. For many years, sodium was the only means available for modification of aluminum silicon alloys. However, sodium is a very reactive metal. It can react when exposed to air and can burn violently during addition to molten aluminum silicon alloy. Therefore, close control of the addition level is difficult. Some foundrymen have been known to use antimony as a modifier, however, antimony is toxic and not recommended. The search by master alloy producers for alternative elements for modifying aluminum silicon castings revealed that strontium could be used in place of sodium. Fortunately, none of the special precautions required in the use and handling of sodium apply to strontium. Strontium alloyed with aluminum is produced and supplied by the master alloy companies. The alloy is available in several forms for furnace addition, or in rod form for addition to the liquid aluminum stream which eliminates furnace contamination. Si in unmodified eutectic Si in 0.018 % Sr modified eutectic
The Continuous Casting Process for STEELS Traditionally: batch casting of large ingots for subsequent processing Nowaday: most “tonnage“ metals and alloys are produced by continuous casting