Download
1 / 44

E N D
Prepared By : Prepared By : Mazadul Hasan sheshir ID: 2010000400008 13thBatch (session 2009-2013) Department : Wet Processing Technology Email: mazadulhasan@yahoo.com Blog : www. Textilelab.blogspot.com (visit) Southeast University Department Of Textile Engineering I/A 251,252 Tejgaon Dhaka Bangladesh ©right
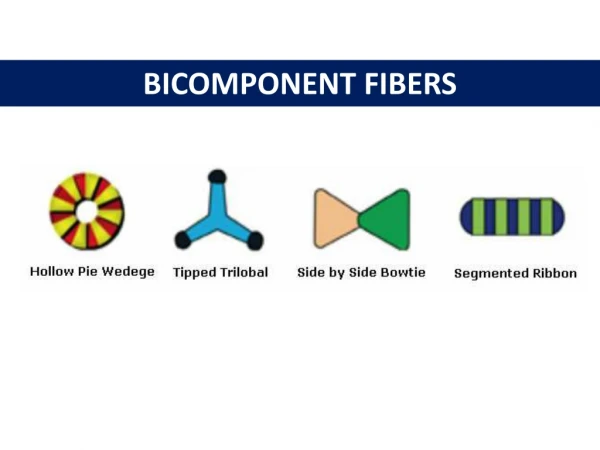
BICOMPONENT FIBERS The first commercial bicomponent application in the mid 1960s Bicomponent fibers can be defined as "extruding two polymers from the same spinneret, that is, both polymers contained within the same filament.” The term "conjugate fibers" is often used, particularly in Asia, as synonymous with bicomponent fibers. Bicomponent fibers are commonly classified by their
Definition: Bicomponent fiber is comprised of two polymers of different chemical and / or physical properties extruded from the same spinneret with both polymers within the same filament.
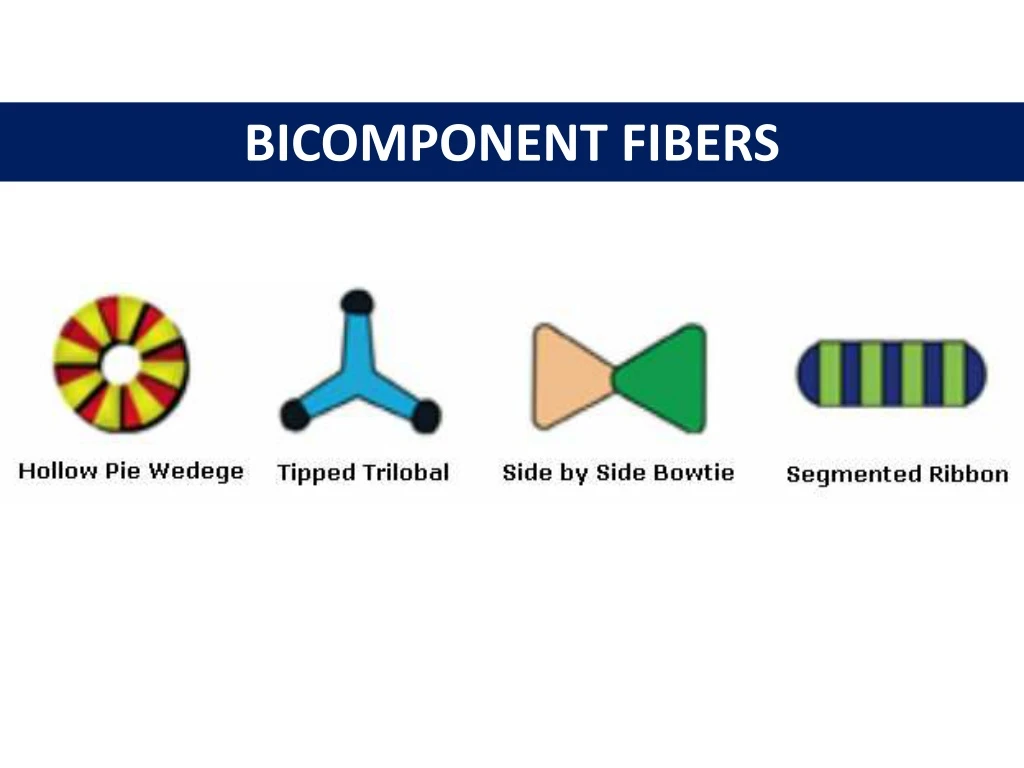
fiber cross-section structures as: 1.Side-by-Side, 2.Sheath and Core 3.Islands-in-the-Sea and 4.Segmented-pie cross-section types 5.Tipped 6.Mixed Fiber 7.Micro Fiber
Advantages of Bicomponent Thermal Binder Fibers Uniform distribution of adhesive Fiber remains a part of structure and adds integrity Customized sheath materials to bond various materials Wide range of bonding temperatures Cleaner, environmentally friendly (no effluent) Recyclable Lamination / molding / densification of composites.
Common Polymer Combinations in Bicomponent Thermal Binder Fibers 1. Polyester Core (250C melt point) with Copolyester Sheath (melt points of 110C to 220C) 2. Polyester Core (250C melt point) with Polyethylene Sheath (130C melt point) 3. Polypropylene Core (175C melt point) with Polyethylene Sheath (130C melt point)
Bicomponent Fiber Capabilities Bicomponents can provide: 1. Thermal bonding 2. Self bulking 3. Very fine fibers 4. Unique cross sections 5. The functionality of special polymers or additives at reduced cost
POLYMERS The polymers given below can be used as either of the components in the cross sections PET (polyester) PEN polyester Nylon 6,6 PCT polyester Polypropylene PBT polyester Nylon 6 co-polyamides Polylactic acid polystyrene Acetal polyurethane Soluble co polyester HDPE, LLDPE
PRODUCERS Worldwide, Japan and Korea led in bicomponent output with a total of 200 million pounds annually. The production of the U.S. is currently around 60 million pounds with Hoechst Celanese holding the lead. Other U.S. players in the Bicomponent sector include Foss manufacturing, International Polymers Inc. and Fiber Visions. The present production of bicomponent fibers worldwide is only a fraction of the 25 million metric tons of manmade fiber market, but the producers are confident of significant growth in the next 10 years or so .
These fibers contain two components lying side-by- side. Generally, these fibers consist of two components divided along the length into two or more distinct regions. Sheath-core Bicomponent fibers are those fibers where one of the componentsis fully surrounded by the second component. These fibers are widely used as bonding fibers in Nonwoven industry.
MATRIX-FIBRIL BICOMPONENT FIBERS These are also called islands-in-the-sea fibers. Technically these are complicated structures to make and use. In cross section, they are areas of one polymer in a matrix of a second polymer. These types of bicomponent structure facilitate the generation of micro denier fibers. The ‘islands' are usually a melt spinnable polymer such as nylon, polyester or polypropylene. Polystyrene water-soluble polyesters and plasticized or saponified polyvinyl alcohol can form the sea or matrix. The finer deniers that can be obtained are normally below 0.1 denier
Bicomponent Fibers Variants Sixteen Segment Pie Islands-in-the-Sea Islands-in-the-Sea
Figure PET PET Nylon Nylon Standard pie wedge fiber
Figure Figure PET Nylon
Spin head of single component spinning Configuration of part of bicomponent spinning equipment
Photo of the island observed under polarizing microscope Different Types of Nozzle part of island-in-the-sea type fiber
Nano fibers from splitting bicomponent fibers: Figure . Nanofibers from Bicomponent fibers .
Sheath/Core Fibers, Round Cross-Section This is a 10% sheath, 90% core of Co-PET/PET. In bicomponent fibers used for bonding, it is generally desirable to minimize sheath ratio. However, due to equipment and process limitations, most commercial products in such applications have historically used a sheath ratio of up to ~50%. With Hills Technology, a sheath ratio of 10% or less can be commercially produced. In addition, some Hills customers have commercially produced perfect sheath/core fibers with spinneret orifice spacing of <1.6mm. Other equipment manufacturers may claim to be able to offer such high hole density, but the cross-sections they obtain are poor; the sheath ratios are high and non-uniform; and the polymer selections useful with a specific spin pack design are very limited.
Sheath/Core Fiber, Trilobal Cross-Section This photomicrograph demonstrates our ability to produce low sheath ratios in the complex non-round fiber cross-sections.
Side-by-Side, Trilobal Cross-Section This is an example of self-bulking fibers commercialized in products where complex jet texturing has historically been required
Sixteen Segment Pie This is an example of splittable fibers for microdenier applications. In this photomicrograph please note the high degree of perfection of the cross-sections; i.e., the segments closely touching in the middle of each fiber, and no segment significantly sheaths another. This type of near perfection is required to control various properties such as split-ability and dyability. Achievement of this level of perfection requires precision in both the polymer distribution system and the melt viscosity of the two polymers. With Hills Technology, great attention is also paid to machine designs required to control melt viscosity. This includes properly selecting machine materials and designs for uniform heat transfer, as well as for uniform residence time from the initial melt to the spinneret face. We have even had to design our own polymer prefilters to obtain the necessary uniform residence times that are not available with commercial polymer pre-filters.
Thirty-Six Segment Pie While 16 pie segments is the most common number we have commercialized, it is not the limit. As shown in this photomicrograph, equal uniformity can be achieved in commercial applications with 36 or more segments
Sixteen Segment Hollow Pie This cross-section was produced with a spinneret designed to produce hollow fibers. In certain applications, these fibers can be made to split in-line with fiber extrusion. It is also noteworthy to point out that these filaments as well as the filaments shown in Photographs 4 and 5 were all produced on a spinneret with the orifices on ~6.0mm centers. This is the same orifice spacing commonly used to produce homopolymer filaments of comparable denier per filament. Therefore, it is confirmed that with Hills Technology, these most complex bicomponent cross- sections can now be produced at conventional machine rates.
Islands-in-the-Sea, 64 Islands • The sea/island ratio shown in this fiber is 20%/80%; yet, all the islands are separated. • This fiber was also produced on a spinneret with the orifices on ~6.0mm centers. • In producing these filaments it is necessary to precisely meter and distribute over 65 polymer streams to each spinneret orifice. • Hills' unique micromachining capabilities and knowledge of polymer flows make this possible at the high spinneret orifice density.
600 Island-in-the-Sea In June 1999, Hills extended its capabilities to produce INS fibers to higher island counts. This photomicrograph shows 600 polypropylene islands in a sea of PVA polymer. The polymer ratio is 30%/70%.After being spun the fiber is drawn and the PVA polymer is dissolved away with hot water. The fiber shown was produced in this manner and then dipped in a cup of boiling water leaving the 600 island fibers in the area exposed to the hot water and a single solid filament in the area not exposed to the hot water. This technique as been used to produce fibers on 6 mm hole centers with over 1100 island fibers in each filament. When drawn, final total filament denier of 1 dpf was produced, resulting in island fibers of approximately 500 nanometer diameter. Basically, these fibers are spun from the mixture of two polymers in the required proportion; where one polymer is suspended in droplet form in the second melt. An important feature in production of matrix-fibril fibers is the necessity for artificial cooling of the fiber immediately below the spinneret orifices. Different spinnability of the two components would almost disable the spinnability of the mixture, except for low concentration mixtures (less than 20%).
Bicomponent Fiber Capabilities: 1. Thermal bonding 2. Self bulking 3. Very fine fibers 4. Unique cross sections 5. The functionality of special polymers or additives at reduced cost
Advantages of Bicomponent Thermal Binder Fibers: 1. Uniform distribution of adhesive 2. Fiber remains a part of structure and adds integrity 3. Customized sheath materials to bond various materials 4. Wide range of bonding temperatures 5. Cleaner, environmentally friendly (no effluent) 6. Recyclable 7. Lamination / molding / densification of composites.
Uses Of Bicomponent Fibers: There are far too many different end-uses for bicomponent fibers to cover in a brief article, but a few illustrative examples are discussed below. Even the basic sheath/core binder fiber has been updated since the early days. Today, there is access to a range of copolymers of polyesters, polyamides, and polyolefins that allow precise targeting of the desired thermal bonding behavior. The bonding temperature can be set from a low of about 110°C to a high of about 180°C. It is even possible to select bonding polymers outside this range, but these options can impose significant caveats. Beyond the bonding temperature, the adhesive character of the bonding polymer can be adjusted to adhere better to polar surfaces or nonpolar ones. And the crystalline nature of the polymer can be adjusted to give a broader or narrower melt-temperature range. Binder fibers for high-loft nonwovens used as seat cushions in place of polyurethane foam use a sheath polymer with elastic recovery, so that repeated stressing of the bond points does not fracture the bond.
Uses Of Bicomponent Fibers: The fundamental sheath/core cross section is also useful in many applications demanding engineering polymers. Typically, such an application depends entirely on the surface properties of the more exotic, and more expensive, polymer. In these cases, the fiber's core can be made with a suitable lower-cost polymer to deliver all of the benefit of the more expensive polymer at a materials cost well below that of a fiber made from the surface polymer alone. Side-by-side bicomponent fibers typically rely on the difference in shrinkage between the two polymers. At any point in the fabric formation process, if the fibers are not physically constrained, shrinkage can be induced by the application of heat. Since the two polymers shrink at different rates, the fiber resolves the resulting tension by curling into a helix. This behavior allows a fabric to be made flat and then bulked when and where it suits the application.
Uses Of Bicomponent Fibers: The pie wedge cross sections typically are used to make microfibers. Direct spinning of microfibers is difficult - and practically impossible below about 0.3 to 0.5 denier per filament (dpf) - and expensive, as throughputs are low. But a 2- to 3-dpf pie-wedge fiber does not suffer throughput limitations, and is robust through fiber and fabric production processes. Once a nonwoven web is formed from these fibers, it can be subjected to mechanical agitation - typically, a hydroentangling process - which will split the segments into microfibers - typically, about 16 segments per bicomponent fiber. The result is a microfiber fabric at significantly reduced cost compared to one made using direct-spun microfibers. The hollow and partial-wrap versions of this cross section are refinements that allow adjustment of the fiber's relative splittability.
Conclusion: Finally, the entire range of polymer additives that can be used in single-polymer fibers can also be used in one or both of the polymers in a bicomponent fiber to achieve targeted performance characteristics. These additives include such things as colorants, flame retardants, antimicrobials, conductive materials and carbon nanotubes, among other additives. With this very large matrix of material properties and ways of combining them into each fiber, it will be apparent that bicomponent fibers are no longer a one-trick pony. Whereas in the past, fabric design meant trying to optimize the fixed attributes of a commodity fiber into each different application, bicomponent fibers now offer a way to engineer finely- tuned performance into the fiber. Each application can now seek a fiber that is precisely tailored to fit the specific needs of that application.
http://www.textilelab.blogspot.com (Visit My Blog for more Info ) My Facebook Textile related Pages 1. Yarn Manufacturing Technology Link : http://www.facebook.com/pages/Yarn-Manufacturing-Technology/485014954866808 2. Fabric Manufacturing Technology Link : http://www.facebook.com/pages/Fabric-Manufacturing-Technology/459520217425605 3. Garments Manufacturing Technology Link : http://www.facebook.com/pages/Garments-Manufacturing- Technology/472364799463126 3. Wet processing Technology Link : http://www.facebook.com/pages/Wet-Processing-Technology-Dyeing-/468645219825404 4. Fashion-Design-and-Technology Link : http://www.facebook.com/pages/Fashion-Design-and- Technology/587655294583875?ref=ts&fref=ts