Download
1 / 16
200 likes | 824 Views
Coal Combustion: Last Class. Isaac Hunsaker Laurie Marcotte. 1. Discuss the advantages and disadvantages of making electricity from the following coal-fired processes: Entrained Flow. Entrained flow (pulverized) combustion Advantages:

E N D
Coal Combustion: Last Class Isaac Hunsaker Laurie Marcotte
1. Discuss the advantages and disadvantages of making electricity from the following coal-fired processes: Entrained Flow • Entrained flow (pulverized) combustion • Advantages: • Fully automated and highly reliable – less shut downs and start ups = continuous electricity generation • Adaptable to all coal ranks • Capacity for increasing unit size – Grows with energy need of the population • Disadvantages: • High energy consumption – high electricity cost to consumer • High particulate emissions – higher electricity cost due to higher emission control • SOx and NOx emissions – Increased electricity cost due to emission control • Entrained flow (pulverized) gasification • Advantages: • Adaptable to all coal types regardless of caking characteristics and the amount of fines – can choose lowest cost fuel • Little to no NOx formation – lower electricity cost • Disadvantages: • High temperature and pressure – increased operating costs = increased electricity cost • Slagging – maintenance shut down of units • Requires extra feed as steam – operating costs for steam production
1. Continued: Fluidized Bed • Fluidized bed combustion • Advantages: • SOx are reduced during combustion – Less gas cleanup • NOx also slightly reduced • Requires smaller furnaces and heat exchangers due to high heat transfer rates – less capital costs • Low running temperature means lower amounts of slagging and fouling – less operating costs • Disadvantages: • High solid loading leads to increased corrosion – Increased capital costs down the line • Refractory fails in circulating fluidized beds – Increased capital costs down the line • Large solid waste due to sorbent – disposal costs • Increased emissions of N2O – emissions control • Fluidized bed gasification • Advantages: • High char recycling rate • Uniform and moderate temperature – moderate operating costs • Disadvantages: • Moderate oxygen and steam requirements – increased operating costs • Difficulty in handling caking coals – increased maintenance • Difficult to obtain high conversion rates for high rank coals – increased disposal costs
1. Continued: Fixed Bed • Fixed bed combustion • Advantages: • Flow of solids is independent of the flow of gas • Simple, oldest design • Disadvantages: • Reaction rates have an increased dependence on diffusion • Fixed bed gasification • Advantages: • Minimal pretreatment of feed coal • High thermal efficiency • Low oxidant requirements • Disadvantages: • High methane content in product gas • Tars, oils, and heavy hydrocarbons in product gas • Difficulties in handling caking coals and fines
2. Postulate on the advantages and disadvantages of wall-fired entrained flow boilers (WFEFB) versus tangentially-fired entrained flow boilers (TFEFB). • Both methods are amenable to N0x reduction by air staging. • Both have no moving parts in the hot combustion chamber • TFEFB has lower excess oxygen, creating greater efficiency. However, it has high investment costs, so would probably only be suitable for very large operations (>30MW) • Wall fired entrained flow boilers are most efficient for highly reactive (lower rank, high volume volatiles) coals, whereas tangentially-fired entrained flow boilers are better suited for less reactive coals. S.J Goidich, SUPERCRITICAL BOILER OPTIONS TO MATCH FUEL COMBUSTION CHARACTERISTICS
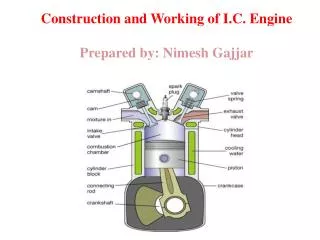
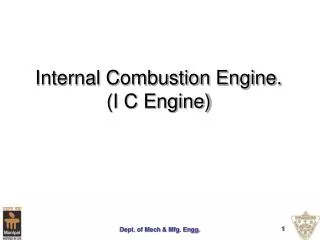
3. Figure 1.10: Entrained flow furnace • 256 MW subcritical drum-style boiler for burning subbituminous coal • Tangentially fired jet burners at five different heights in the four corners • Entrained flow combustion system • Dry-ash furnace Tangentially fired furnace: Flow Pattern
Figure 1.12-13 NOx control strategy • Distributed mixing concept • Reduce oxygen concentration in fuel NOx formation zones • Reduce flame temperature in formation zones for thermal NOx • Distributed mixing burner • Employs the distributed mixing concept • Coal plus primary air for entrainment • Two secondary air streams • Increase oxygen in close to burner region • Tertiary air stream • Reduce temperature in far from burner region
Figure 1.18: Entrained flow gasifier • Combustion engineering IGCC Repowering Project • Dry feed, air-blown, two-stage, entrained flow gasifier • Limestone injection, moving bed, hot gas cleanup • Gasses coming off are combusted • Some combusted gas then sent back to gasifier • Rest sent to steam generator and then turbine to generate electricity
Figure 1.20: Fluidized bed combustion • Bubbling bed • Burns mix of Illinois #6 (hvbit) and low sulfur (subbit) coals • To meet sulfur limits • Retrofit with bubbling bed to raise the rating to 130 MW keeping low emissions
Figure 1.22: Fluidized bed combustion • PFBC combined cycle • Pressurized fluidized bed combustion • Air supplied by gas turbine compressor • Coal fed to bed of dolomite/limestone and ash • Combustion gases go through cyclone to remove 98% of particles • Run through turbine • Expend rest of heat by running through heat exchanger to heat the boiler feedwater • Gasses are clean in ESP before discharge • Feedwater converted to steam by boiler to pass through the steam turbine to generate electricity
Figure 1.26-1.27: Spreader-stokers • Traveling grate spreader stoker used in fixed bed combustion • Works for wide range of coals • High operating efficiency • High fly-ash carry over and heat loss • Traveling grate overfeed spreader-stoker • Coal depth is adjustable by a gate • Low fly-ash carry over • Have problems with high coking coals • Slower response time
Figures 1.29: Lurgigasfier • Dry-ash, oxygen-blown, fixed bed gasifier • Coal enters the top • Distributed fall on the grate by the rotary distributor • Ash falls through the grate • Steam and oxygen enter through the bottom • Large steam required to reduce Temperature below ash fusion limit • Some steam generated in jacket around the gasifier • Non-uniform temperature distribution due to counter-current flow • Low temperature results in liquid tars, oils, and phenols • Product gas is condense to remove these
Figure 1.30: Slagging Lurgi gasifier • Slagging, oxygen-blown, pressurized, fixed-bed • Operates at high temperatures • Ash melts to form slag • Fluxing agents sometimes added to reduce viscosity • Requires 15% steam of other gasifier
Figure 1.31: fixed bed gasification • Air blown, Integrated gasification combined cycle • Coal is gasified in a pressurized system • Product gas runs through hot gas cleanup • Then combusted to generate electricity in gas turbine • Run through a steam generator to recover heat • Steam turns turbine to generate electricity
4. Please discuss ash disposal. • There are 3 primary destinations for ash • Landfill: viable option for every kind of coal, including high C ash, highly corrosive ash, and high radiation ash. However, it is the least economical, and is becoming more expensive as landfill space is limited. • Cement: Requires low C ash. Economically viable (can produce a small amount of money) • Road fill: Requires low radiation ash. Economically neutral. (Shipping costs are barely offset by the sale of the ash)
5. The BYU Heating Plant is currently burning coal in a spreader-stoker. Dr. Baxter has tried to convince them to add biomass to cut down on fuel costs. Please discuss the issues involved. Advantages: • Low fuel costs • Low investment costs for plant materials • Low dust in flue gas Disadvantages: • Decreased efficiency due to increased excess air • Increased NOx removal costs • Can’t mix biomasses due to different combustion properties • Combustion conditions not as homogeneous as fluidized beds • High capital costs