Download
1 / 1
10 likes | 182 Views
17%. Solid Freeform Fabrication of Stainless Steel Using Fab@Home. Maxim Lobovsky 1 , Alexander Lobovsky 2 , Mohammad Behi 2 , and Hod Lipson 1. 1 Sibley School of Mechanical and Aerospace Engineering, Cornell University 2 United Materials Technologies, LLC. 2—Printing. Abstract.

E N D
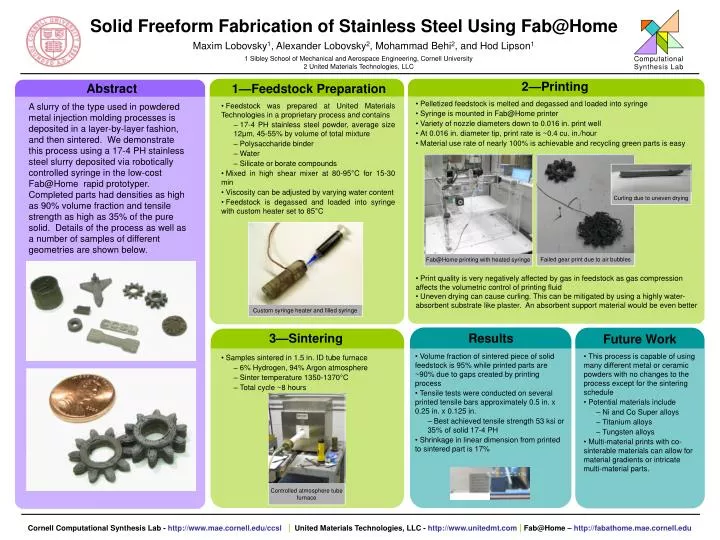
17% Solid Freeform Fabrication of Stainless Steel Using Fab@Home Maxim Lobovsky1, Alexander Lobovsky2, Mohammad Behi2, and Hod Lipson1 1 Sibley School of Mechanical and Aerospace Engineering, Cornell University 2 United Materials Technologies, LLC 2—Printing Abstract 1—Feedstock Preparation • Pelletized feedstock is melted and degassed and loaded into syringe • Syringe is mounted in Fab@Home printer • Variety of nozzle diameters down to 0.016 in. print well • At 0.016 in. diameter tip, print rate is ~0.4 cu. in./hour • Material use rate of nearly 100% is achievable and recycling green parts is easy • Print quality is very negatively affected by gas in feedstock as gas compression affects the volumetric control of printing fluid • Uneven drying can cause curling. This can be mitigated by using a highly water-absorbent substrate like plaster. An absorbent support material would be even better A slurry of the type used in powdered metal injection molding processes is deposited in a layer-by-layer fashion, and then sintered. We demonstrate this process using a 17-4 PH stainless steel slurry deposited via robotically controlled syringe in the low-cost Fab@Home rapid prototyper. Completed parts had densities as high as 90% volume fraction and tensile strength as high as 35% of the pure solid. Details of the process as well as a number of samples of different geometries are shown below. • Feedstock was prepared at United Materials Technologies in a proprietary process and contains • 17-4 PH stainless steel powder, average size 12μm, 45-55% by volume of total mixture • Polysaccharide binder • Water • Silicate or borate compounds • Mixed in high shear mixer at 80-95°C for 15-30 min • Viscosity can be adjusted by varying water content • Feedstock is degassed and loaded into syringe with custom heater set to 85°C Curling due to uneven drying Fab@Home printing with heated syringe Failed gear print due to air bubbles Custom syringe heater and filled syringe 3—Sintering Results Future Work • Volume fraction of sintered piece of solid feedstock is 95% while printed parts are ~90% due to gaps created by printing process • Tensile tests were conducted on several printed tensile bars approximately 0.5 in. x 0.25 in. x 0.125 in. • Best achieved tensile strength 53 ksi or 35% of solid 17-4 PH • Shrinkage in linear dimension from printed to sintered part is 17% • This process is capable of using many different metal or ceramic powders with no changes to the process except for the sintering schedule • Potential materials include • Ni and Co Super alloys • Titanium alloys • Tungsten alloys • Multi-material prints with co-sinterable materials can allow for material gradients or intricate multi-material parts. • Samples sintered in 1.5 in. ID tube furnace • 6% Hydrogen, 94% Argon atmosphere • Sinter temperature 1350-1370°C • Total cycle ~8 hours Controlled atmosphere tube furnace Cornell Computational Synthesis Lab - http://www.mae.cornell.edu/ccsl |United Materials Technologies, LLC - http://www.unitedmt.com |Fab@Home – http://fabathome.mae.cornell.edu