Download
1 / 30
300 likes | 306 Views
Learn about the process of metal casting, from melting metal to inspecting and machining components. Understand the factors that affect choice of molding method and the importance of pattern materials and allowances.

E N D
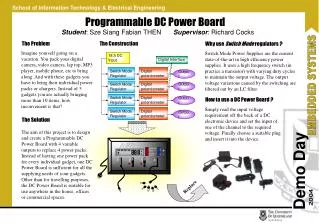
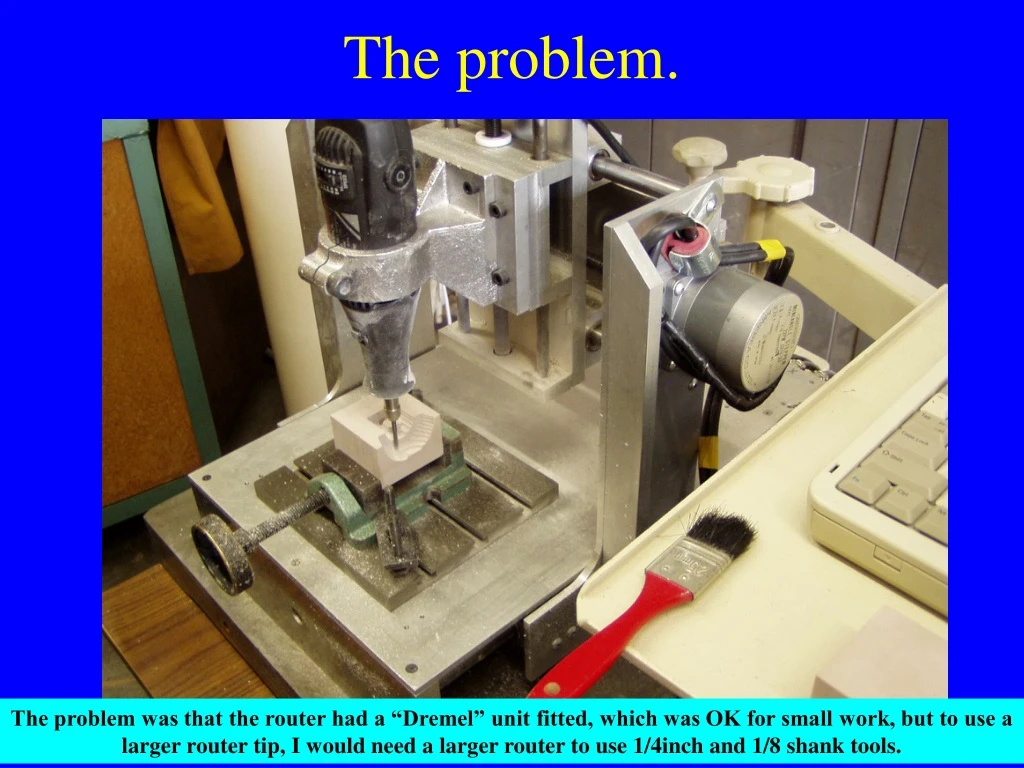
The problem. The problem was that the router had a “Dremel” unit fitted, which was OK for small work, but to use a larger router tip, I would need a larger router to use 1/4inch and 1/8 shank tools.
The problem. I tried fitting a die-grinder, but that was too noisy, so I purchased a hole saw from ALDI, but the snout was too short resulting in the tool being too high to the work piece. This called for a new bracket to position the tool closer…
The Pattern. A new bracket could have been fabricated, but not having the welding facility, I decided to go with a casting…
The solution. The result is very satisfactory.
Pattern Design Or “How to get a casting, the shape and price that’s wanted”. During our pursuit of our hobby, whether the power source be in clockwork, steam, electric or internal combustion, we will eventually need to produce a component that can be fabricated, or one which can be cast. It is my aim this evening to give you some pointers towards obtaining or producing a casting which is both the required shape, and for the best price.
Manufacture of Metal Components bythe casting process. • Melt metal by heating. • Pour molten metal into suitable container. • Allow metal to cool and solidify. • Separate solid component from container. • Remove excess metal. • Inspect component. • Machine if required. May help with understanding the process. (Gradual build up…) I would like to concentrate on the “why’s and how's” leading to the production of “a suitable container”.
Factors affecting choice of moulding method. • Metal to be cast. • Number of castings required. • Casting tolerances. • Complexity of casting design. • Surface finish required. How accurate does the casting need to be? The more accurate, the more expensive.
Summary of casting processes. Moulding process choice is determined firstly by the metal to be cast…
Summary of casting processes. And the number of castings required. Firstly the ferrous metals, iron, steels …
Summary of casting processes. These types of metals are usually poured into moulds made from sand which have a surface coating to prevent metal penetration. Small numbers of steel castings are made by hand using some form of chemical binder; while cast iron castings traditionally use greensand.
Summary of casting processes. Non-ferrous metals are again made using greensand, although it is becoming more common for a number of copper based alloys to use chemical binders. The low numbers are the processes which we would normally be involved with. So now let’s refresh your memories on what greensand moulding involves…
Making a sand mould. Because of the file size of the film that was shown, this has not been included here but can be downloaded separately (Sand Mould.mpg).
Pattern Materials • Timber - master patterns, one-off & low numbers. • Metal - large numbers. • Plastics - multiple patterns, production. • Polystyrene foam - one-off. • Plaster. • Composites – low numbers. Patterns for this type of moulding can be made from any material which can withstand the punishment…
Pattern Allowances • Contraction • Machining • Taper or Draft How accurate does the casting need to be? The more accurate, the more expensive.
Solidification Liquid contraction Solidification Contraction Solid Contraction As molten metal cools, it passes through three phases of what is loosely termed “contraction” The first is while it is still liquid, which is called liquid contraction, and the next is the solidification stage, where alloys pass through a “pasty” or “mushy” phase. These first two phases are dealt with by the foundry, and the final solid contraction stage is dealt with by the patternmaker, who makes the pattern a little larger than the required casting. This allowance is dependant on the metal being cast.
Cooling During the solidification of the casting, the heat energy that it contains is passed into the surrounding mould. A thin layer or skin is formed, which conforms to the mould cavity; which is followed by consecutive layers. Solid metal, like it’s liquid stage, occupies a smaller volume, and this, if not dealt with by the foundry, forms defective cavities inside the casting.
Contraction Allowance The bottom four metals are the one’s which we most commonly encounter… The most common method of solving the problem, was for the patternmaker to use a “contraction rule”. These came with addition readily allowed for in the rule itself. Today with the metric system, the patternmaker calculates the additional material to be added to the pattern.
Machining Allowance This allowance is subject to preference, and should be a matter of discussion between the foundry and the machine shop.
Why Taper? Taper is necessary to enable the foundry to remove the pattern from the mould, and is dependant on the type of binders used to produce the mould.
Taper For a general guide, in greensand, two degrees. As a general rule, in greensand, two degrees is sufficient, but this may be increased to allow for deep drawn moulds. And this leads us to pattern/casting design.
Casting Design We saw earlier that during solidification metals contract, and on bends this results in pipe of contraction cracks. This can be overcome by maintaining an even cross section throughout the casting.
Casting Design This includes reducing the mass of casting sections.
Casting Design Simplification of casting design to simplify the moulding process, as here with the elimination of third mould part.
Casting Design Or the elimination of complex cores (they add to the cost of a casting).
Casting Design By eliminating undercuts or reverse taper, we obviate the need for cores.
Casting Design And in some cases can eliminate the use of cores altogether.
Casting Design Machine matching surfaces are always subject to discussion, but a compromise may be surprising.
Casting Design As with the shape of bosses, where an ideal design may have to take preference over initial design criteria.
Casting Design This, historically is shown in the design of con-rod design which may prove of benefit not only to the production of a sound casting, but also reduce the moving mass of an engine, and added strength to the part.