Download
1 / 28
300 likes | 448 Views
Senior Design Presentation Direct Fe Reduction Iron Plant. Group Golf Selimos , Blake A. Arrington, Deisy C. Sink, Brandon Ciarlette , Dominic F. Advisor : Orest Romaniuk Group Meeting 1 – 01/29/2013. Table of Contents. Page 3: Previous Questions Page 4: Design Basis

E N D
Senior Design PresentationDirect Fe Reduction Iron Plant Group Golf Selimos, Blake A. Arrington, Deisy C. Sink, Brandon Ciarlette, Dominic F. Advisor : OrestRomaniuk Group Meeting 1 – 01/29/2013
Table of Contents Page 3: Previous Questions Page 4: Design Basis Page 5-9: Process Flow Diagram Page 10-14: Material Balance Page 15-18: Energy Balance Page 19: Work in progress Page 20-22: Economics Page 23: Summary Page 24: Oxy Fuel Booster Page 25: References 2
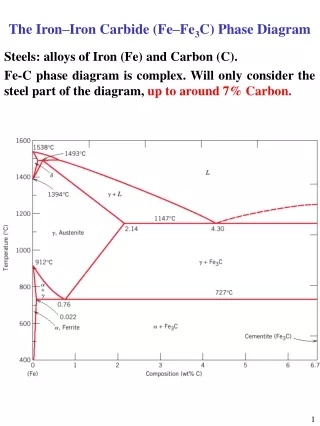
Previous Questions • Will Sulfur in the methane stream poison the Nickel catalysis? What is our ore source? What is the largest Midrex plant currently in operation? What are our power requirements? 3
Design Basis • 2 million metric tons DRI produced yearly • Receive methane from Gas Treatment Plant • Receive oxygen from Air Separation Plant • Send CO2 to Gas Cleanup Water Reuse Plant 4
Hand Calculations Calculating how much H2 will be needed in stream 6 10
Hand Calculations (2) Calculating how much CH4 will be needed in stream 1 11
Material Balance Assumptions • Post reformer • Assume following conversion rates • Reaction 1: 80% • Reaction 2: 80% • Reaction 3: 80% • Post OXY booster • Assume booster adds 5.0% of stream 5 to stream 5. • Assume conversion rate of 80% • Post shaft furnace • Assume reduction reaction conversion rates of 93% • Process gas split • Assume all steam is condensed and all water is sent to process recycle stream. • Assume 60:40 split for streams 9:17. 12
Material Balance Assumptions (2) • Post CO2 removal • Assume 100% removal of appreciable CO2. • Top gas to combustion split • Assume no water in this stream. • Ore feed • Assume only Fe2O3. • In reality this stream will contain, in addition to Fe2O3, Fe3O4, and SiO2. • Needs to be corrected to include other components. • Product stream • Assume only pure Fe and residual Fe2O3. • Post reformer combustion • Assume total combustion of fuel gases from stream 21. 13
Material Balance Process Gas (million mol/day) 14
Energy Balance Assumptions For the furnace temperature we used an average value of 800K. For the reformer we used a temperature of 1123K Energy balance of furnace based only on incoming and outgoing iron due to weight of iron being substantially higher than weight of incoming gases. 15
Energy Balance Page 5-6: Process Flow Diagram (1) Page 7-12: Material Balance Page 13-15: Energy Balance Page 16: Work in progress Page 17-19: Economics Page 20: Summary Page 21: References Page 23: Process Flow Diagram (2) 16
Energy Balance-Work in progress Flue Gas heat recovery steam. Combustion Flue gas provides energy to heat incoming combustion air and feed gas. 17
Energy Hand Calculations Endothermic Reaction in the Primary Reformer CH4+ CO2 → 2CO + 2H2 ΣH°f=(2*-95038693.04)+(2*0)-(-64075666.38)-(-338357695.6) ΣH°f= 40,729,381 (h2-h1)CH4=0.03431(850-25)+(8502-252)+ (8503-503)+*(8504-504) (h2-h1)CH4=212,355,976 ∆H=212355976+(2*22191541)+(2*20967220)-40729381-44680237 ∆H=213,263,879.8 18
Total Capital Investment Page 5-6: Process Flow Diagram (1) Page 7-12: Material Balance Page 13-15: Energy Balance Page 16: Work in progress Page 17-19: Economics Page 20: Summary Page 21: References Page 23: Process Flow Diagram (2) 20
Profit 22
Summary This process will produce 2 million metric tons DRI. This plant will consume roughly ___ . 23 million mols of CO2 will be sent to the gas treatment plant. Based on our economic analysis, this plant will cost approximately $______. 23
Oxygen-Fuel Boost Reformer Relatively new technology for secondary oxygen reforming in MidrexProcesses. Uses a two step partial combustion process in which oxygen and methane are mixed and combusted in the first stage. The combustion gases are then mixed in an elongated mixing tube with methane and oxygen in a swirling motion producing H2 on CO syngas along with H2O, CO2 and CH4 to be used as enrichment gases to combine with and enhance the reducing gas from the reformer. This increases the reducing gas amount and temperature of gas going to the furnace increasing productivity. 24
References 25
Questions 26