Download
1 / 11
140 likes | 459 Views
CASTING TECHNIQUES FOR SINGLE CRYSTAL GROWING (S.C.G.). POLYCRYSTALLINE- ANISOTROPY SINGLE CRYSTAL- PROPERTIES SAME IN ALL DIRECTIONS CASTING OF GAS TURBINE BLADES BY S.C.G. CASTING TECHNIQUES FOR SINGLE CRYSTAL GROWING (S.C.G.). CONVENTIONAL USE OF CERAMIC MOULD

E N D
CASTING TECHNIQUES FOR SINGLE CRYSTAL GROWING (S.C.G.) • POLYCRYSTALLINE- ANISOTROPY • SINGLE CRYSTAL- PROPERTIES SAME IN ALL DIRECTIONS • CASTING OF GAS TURBINE BLADES BY S.C.G.
CASTING TECHNIQUES FOR SINGLE CRYSTAL GROWING (S.C.G.) CONVENTIONAL USE OF CERAMIC MOULD GRAINS WITH THE ABSENCE OF THERMAL GRADIENT DIRECTIONAL SOLIDIFICATION PROCESS CERAMIC MOULD PREHEATED. MOULD SUPPORTED BY WATER COOLED CHILL PLATES. AFTER POURING, ASSEMBLY LOWERED CRYSTALS GROW AT CHILL PLATE SURFACE UPWARD. COLUMNAR GRAINS FORM
CONVENTIONAL • USE OF CERAMIC MOULD GRAINS- AS WITH THE ABSENCE OF THERMAL GRADIENT PRESENCE OF GRAIN BOUNDARIES- MAKES STRUCTURE SUSCEPTIBLE TO CREEP AND CRACKING ALONG BOUNDARIES
DIRECTIONAL SOLIDIFICATION PROCESS, (1960’s) CERAMIC MOULD PREHEATED. MOULD SUPPORTED BY WATER COOLED CHILL PLATES. AFTER POURING, ASSEMBLY LOWERED CRYSTALS GROW AT CHILL PLATE SURFACE UPWARD. COLUMNAR GRAINS FORM BLADE DIRECTIONALLY SOLIDIFIED WITH LONGITUDINAL- NOT TRANSVERSE- GRAIN BOUNDARIES. THUS STRONGER
SINGLE CRYSTAL BLADES, (1967), MOULD HAS CONSTRICTION IN THE SHAPE OF CORK SCREW THIS CROSS SECTION ALLOWS ONLY ONE CRYSTAL TO FIT THROUGH WITH THE LOWERING, SINGLE CRYSTAL GROWS UPWARD THROUGH CONSTRICTION STRICT CONTROL OF MOVEMENT NEEDED THERE IS LACK OF GRAIN BOUNDARIES, MAKES RESISTANT TO CREEP AND THERMAL SHOCK.--EXPENSIVE
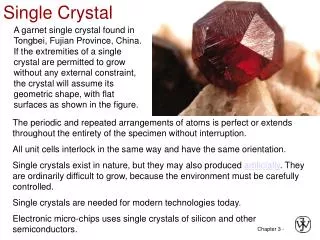
SINGLE CRYSTAL GROWING (S.C.G.) • FOR SEMICONDUCTOR INDUSTRY • CRYSTAL PULLING METHOD- CZOCHRALSKI PROCESS • SEED CRYSTAL DIPPED INTO THE MOLTEN METAL, PULLED SLOWLY, (AT 10 m/ s), WITH ROTATION • LIQUID METAL SOLIDIFIES ON THE SEED AND CRYSTAL STRUCTURE CONTINUED THROUGHOUT
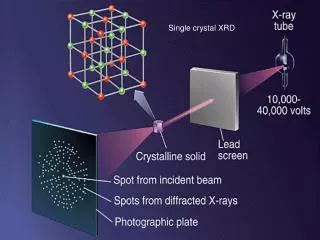
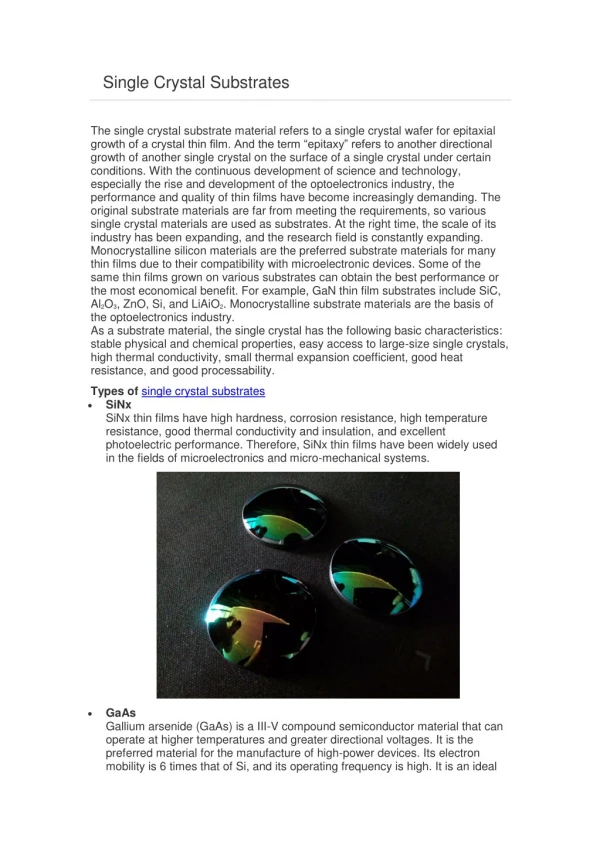
FLOATING –ZONE METHOD • POLYCRYSTALLINE ROD (SILICON)- ALLOWED TO REST ON A SINGLE CRYSTAL • INDUCTION COIL HEATS THE PIECES • COIL MOVED UPWARD SLOWLY (20m/ s) • SINGLE CRYSTAL GROWS UPWARD WITH ORIENTATION MAINTAINED • THIN WAFERS CUT FROM ROD, CLEANED, POLISHED • USE IN MICROELECTRONIC DEVICES
PLASTER MOULD CASTING • For casting silver, gold, Al, Mg, Cu, and alloys of brass and bronze. • Plaster of Paris (Gypsum) (CaSo4.nH2O) used for cope and drag moulding • A Slurry of 100 parts metal casting plaster and 160 parts water used. • Plaster added to water and not water to plaster. To prevent cracks, 20-30% talc added to plaster. Lime and cement to control expansion • Stirred slowly to form cream Poured carefully over a match plate pattern (of metal) • Mould vibrated to allow plaster to fill all cavities. • Initial setting at room temperature(setting time reduced by either heating or by use of terra-alba/ magnesium oxide) • Pattern removed • Cope and drag dried in ovens at 200- 425 C(about 20 hours) • Mould sections assembled
+ points • Dimensional accuracy 0.008 t0 0.01 mm per mm • Excellent surface finish as no sand used.. No further machining or grinding • Non ferrous thin sectioned intricate castings made. - points • Limited to non ferrous castings.(sulphur in gypsum reacts with ferrous metals at high temperatures) • Very low permeability as metal moulds used. Moulds not permanent, destroyed when castings removed.
FROZEN MERCURY MOULDING (MERCAST PROCESS) • Frozen Mercury used for producing precision castings • Metal mould prepared to the shape with gates and sprue holes • Placed in cold bath and filled with acetone (to act as lubricant) • Mercury poured into it, freezes at –20 C, after a few minutes (10mins) • Mercury Pattern removed and dipped in cold ceramic slurry bath. • A shell of 3 mm is built up. Mercury is melted and removed at room temperature. • Shell dried and heated at high temperature to form hard permeable shape. • Shell placed in flask- surrounded by sand-, preheated and filled with metal. • Solidified castings removed.
For both ferrous and non ferrous castings.(melting temperature upto 16500C) • Very accurate details obtained in intricate shapes • Excellent surface finish, machining and cleaning costs minimum. • Accuracy of 0.002 mm per mm obtained. • But, casting process costly. • Casting cost high.