Download
1 / 20

E N D
1. The Curious Case of Hank Kolb George Crocker
John Maina
Reggie Richard
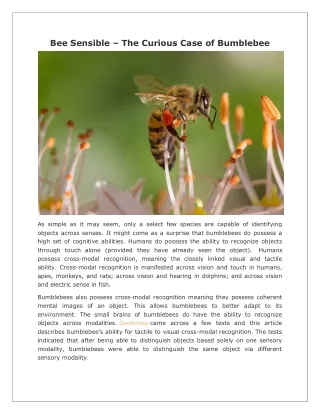
2. Summary: Hank is the QC manager
Been at this job for 4 weeks
Good guy � didn�t go atomic when he found out about problems, didn�t assign fault
He was hired to ensure quality in a large plant that is known to have a lax attitude about quality and safety
Hank at work�
3. Product Line: Among other products, the focus of the case was Greasex
Hank�s boss wants him to �shape up� the plant
4. Problems:
Mark Hamler scheming� Big plant (1200 employees)
Mark Hamler
Malicious compliance?
Not managerial material
�just another quality snafu� remark
5. Problems: Personnel Machine operator has no formal job training
He was recently �transferred� from shipping
No where to be found, reliability?
6. Problems: Plant Maintenance Equipment not designed specifically for Greasex (designed for a product w/ lower viscosity)
12 work orders in 6 months
Filling head on machine malfunctioning
Only running at <70% capacity
8. Quality Mgmt System: Eaton Quality information maintained on plant�s internal website: Plant is certified for ISO 9001 and ISO 14001, as well as AS9100.
Site in compliance with FAA Federal Aviation Regulation (FAR) FAR 21.303, FAA FAR 21.607, and FAA FAR 45.15 to ship Aerospace products.
Eaton Business Excellence Award based on Malcom Baldrige Award, site scored 626 to finish as Eaton Premier (Reserved for Top 10 sites that year).
The Eaton Quality System is part of assessments done yearly.
Company uses ELSS which is Eaton Lean and Six Sigma system. Lines leaned out and aggressive goals set around improving the operations each year.
9. Quality Mgmt System: Eaton Quality Policy: �We are committed to provide products and services of the highest possible standards to satisfy our customer requirements and expectations of quality, safety, reliability, and service. We are committed to continuous quality improvements in all that we do.�
Site uses Balanced Scorecard to keep everyone informed of Key Performance Indicators for the Aerospace Group (Discuss drivers of performance in All Employee Meeting).
Goals, programs, and initiatives covered in the Eaton Quality System documents on website, and presentation in All Employee meeting on key quality issues periodically throughout the year.
Employees know expectations around quality.
13. Quality Tools : Scatter Plant Quality analyzed and tracked six months of data to understand what the major issues were causing quality issues on the Grease-X line.
Workmanship clearly is consistently causing great deal of the rejections
No pattern can be ascertained from scatter diagram that points to a problem getting consistently worse
Supplier defects appear to be on rise, should watch to see if this trend continues
14. Quality Tools : Pareto Plant Quality analyzed and tracked six months of data to understand what the major issues were causing quality issues on the Grease-X line. (Check sheet used to accumulate the quality defects)
Workmanship had most errors at 320 due to operator errors
Items rejected by quality shipped by manufacturing had 185 of these
Equipment problems caused 165 of the rejects
Supplier problems caused 120 of the rejects and other had 80 rejects
Site has number of issues to address to improve this product line
15. Quality Focus Hank Kolb should begin by getting buy in from plant senior leadership team on the need to focus on quality and laying out the benefits of pursuing a robust program. Given the support of the General Manager, the Plant Manager should agree on this being a good thing to help the plant.
Quality Program, Initiatives, and Procedures to be defined / refined
Set Quality goals for the department and communicate to the plant
Standard work instructions for factory taking quality defects into consideration
16. Resolution of Problems Mandatory formal training regarding operation of all factory machinery
Flow chart completed of the Grease-X manufacturing processes done by multi-functional team of quality, maintenance, purchasing, design engineering, packaging, &manufacturing
Look into ordering equipment to produce the product properly, try and get used equipment first and then purchase new equipment (Equipment not very good at making the product).
Purchasing needs to hold suppliers accountable for delivering quality products. Set up Supplier DPPM measure and set goals to be achieved to produce the product efficiently
Design Engineer needs to look at can design to see if it could be causing some of the problems with the pressure
17. Resolution of Problems Manufacturing needs to understand quality function important throughout the production of the product and training needs to happen on the floor around working with the other departments once flow chart is completed from multi-functional team
Plant Manager needs to reach out to the marketing team and let them know site needs to fix quality issues so the product coming out may be down temporarily while the issues are being fixed. Stress that once it is done, they should see more product that is correct coming out of the plant
Use Histogram over time to evaluate if the defects are going down. Institute Control Charts with strict upper and lower limits that need to be met for the pressure of the Grease-X line.
18. Product Life Cycle Number of decisions need to be considered throughout product life cycle
Quality is easier to put in at the beginning rather than later
19. Product Life Cycle Design should have tested contour design for potential pressure issues
Machines capabilities required to produce product should have been assessed
Worker capabilities and training program
Robust supplier quality process in place
Quality system in place an properly implemented
20. Where does Hank begin? We know he has the confidence of upper management
Safety Issues First: Products Liability