Download
1 / 25
370 likes | 975 Views
Reaming and Broaching. Session 9. Hand Cutting Tools. Reamers Used to bring hole to size and produce good finish Broaches Used with arbor press to produce special shapes in workpiece Multi-tooth tool forced through hole Lapping

E N D
Reaming and Broaching Session 9
Hand Cutting Tools • Reamers • Used to bring hole to size and produce good finish • Broaches • Used with arbor press to produce special shapes in workpiece • Multi-tooth tool forced through hole • Lapping • Where very fine abrasive powder, embedded in tool is used to remove minute amounts of material from surface Shop Tools and Techniques
Solid Hand Reamer • Made of carbon steel or high-speed steel • Available in inch sizes from .125 - 1.500 inch • Metric from 1 – 26 mm in diameter • Non-adjustable and may have straight or helical flutes • Should not be used on work with keyway or any other interruption Shop Tools and Techniques
Expansion Hand Reamer • Designed to permit adjustment of approximately .006 in. above nominal diameter • Hollow and has slots along length of cutting section • Tapered threaded plug fitted into end of reamer provides for limited expansion • Cutting end of reamer ground to slight taper Shop Tools and Techniques
Adjustable Hand Reamer • Has tapered slots along entire length of body • Inner edges of cutting blades have taper so blades remain parallel for any settings • Adjusted by upper and lower adjusting nuts • Blades have adjustment range of 1/32 in. on smaller reamers to 5/16 in. on larger ones • Manufactured in sizes ¼ to 3 in. in diameter Shop Tools and Techniques
Taper Reamer • Used to finish tapered holes accurately and smoothly • Made with either spiral or straight teeth • Roughing reamer • Nicks ground at intervals along teeth • Used for more rapid removal of surplus metal Shop Tools and Techniques
Finishing Taper Reamer • Used after roughing reamer to finish hole smoothly and to size • Either straight or left-hand spiral flutes • Designed to remove only small amount of metal (about .010 in from hole) • Do not clear themselves readily Shop Tools and Techniques
Reaming Precautions • Never turn reamer backward (counterclockwise), it will dull teeth • Use cutting lubricant where required • Always use helical-fluted reamer in hole that has keyway or oil groove cut in it • Never attempt to remove too much material (maximum = .010 in.) • Frequently clear taper reamer and hole of chips Shop Tools and Techniques
Reaming a Hole • Check size of drilled hole (.004-.005 in. smaller than finished hole size) • Place end of reamer in hole and place tap wrench on square end of reamer • Rotate reamer clockwise to align with hole • Check reamer for squareness with work Shop Tools and Techniques
Reaming a Hole • Brush cutting fluid over end of reamer • Rotate reamer slowly clockwise and apply downward pressure • When finished, clean hole and check with gage for correct size. Shop Tools and Techniques
Broaching • Process in which special tapered multitoothed cutter forced through an opening or along outside piece of work to enlarge or change shape of hole • First used for internal shapes (keyways, splines) • Now used for external shapes Shop Tools and Techniques
Broaching • Cutting action performed by series of successive teeth • Each tooth protrudes .003 in. farther than preceding tooth • Last three teeth same depth and provide finish cut Shop Tools and Techniques
Advantages of Broaching • Machining almost any irregular shape is possible • Process usually in one pass • Roughing and finishing cuts combined • Variety of forms, internal or external, may be cut and entire width of surface may be machined Shop Tools and Techniques
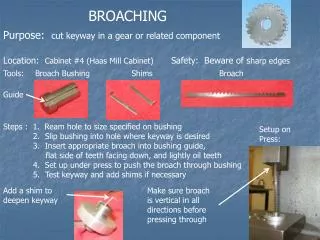
Broaching Keyways • Keyways may be cut by hand quickly and accurately by means of broach set and arbor press • Broach set covers wide range of keyways • Equipment necessary to cut keyway • Bushing to suit hole size • Broach size of keyway to be cut • Shims to increase depth of cut of broach Shop Tools and Techniques
Cutting a Keyway With a Broach • Determine keyway size required • Select proper broach set • Place workpiece on arbor press • Use an opening on base smaller than opening in work so bushing properly supported • Insert bushing and broach into opening • Apply cutting fluid if workpiece is steel Shop Tools and Techniques
Cutting a Keyway With a Broach • Check broach to be sure that it has started squarely in hole • Press broach through workpiece using arbor press • Maintain constant pressure on arbor-press handle • Remove broach, insert one shim and press broach through hole Shop Tools and Techniques
Cutting a Keyway With a Broach • Insert second shim and third shim if required, and press broach through again • This cuts keyway to proper depth • Remove bushing, broach, and shims • When finished, check broached keyway for size with appropriate keystock Shop Tools and Techniques
Lapping • Abrading process used to remove minute amounts of metal from surface • Reasons for lapping • Increase wear life of part • Improve accuracy and surface finish • Improve surface flatness • Provide better seals and eliminate need for gaskets • Intended to remove only about .0005 in. Shop Tools and Techniques
Lapping Abrasives • Natural and artificial abrasives used • Flour of emery and fine powders made of silicon carbide or aluminum oxide used extensively • For rough lapping, abrasive should be no coarser than 150 grit • Fine powders run up to 600 grit • Fine work uses diamond dust in paste form Shop Tools and Techniques
Flat Laps • Close-grained cast iron laps used for flat surfaces • Roughing operation • Lapping plate scored with narrow grooves .500 in. apart both lengthwise and crosswise to form square or diamond • Finish lapping done on smooth cast-iron plate Shop Tools and Techniques
Internal Laps • Holes accurately finished to size and smoothness by lapping • Made of brass, copper, or lead • Three types • Lead • Internal • Adjustable Shop Tools and Techniques
Lead Lap • Made by pouring lead around tapered mandrel that has groove along length • Turned to running fit into hole • Sometimes slit on outside to trap loose abrasive • Adjust by lightly tapping large end of mandrel with soft block Shop Tools and Techniques
Internal Lap • May be made of copper, brass or cast iron • Threaded-taper plug fits into end of lap • Slit for almost its entire length • Lap diameter may be adjusted by threaded-taper plug Shop Tools and Techniques
Adjustable Lap • May be made from copper or brass • Split for almost full length, but both ends remain solid • Slight adjustment provided by means of two setscrew in center section Shop Tools and Techniques
External Laps • Used to finish outside of cylindrical work pieces • Made of cast iron or may have split brass bushing mounted inside by setscrew • Must be some provision for adjusting lap Shop Tools and Techniques