Download
1 / 8
320 likes | 1.19k Views
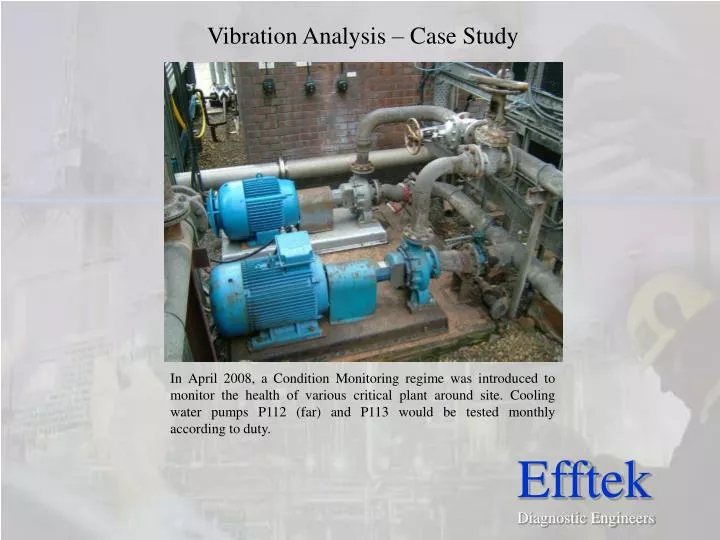
Vibration Analysis – Case Study. In April 2008, a Condition Monitoring regime was introduced to monitor the health of various critical plant around site. Cooling water pumps P112 (far) and P113 would be tested monthly according to duty. Vibration Analysis ‘the Efftek way’.

E N D
Vibration Analysis – Case Study In April 2008, a Condition Monitoring regime was introduced to monitor the health of various critical plant around site. Cooling water pumps P112 (far) and P113 would be tested monthly according to duty.
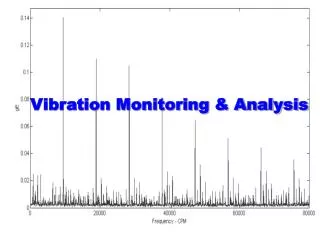
Vibration Analysis ‘the Efftek way’ Each point on the pump has three different types of radial reading taken • Velocity 0-20 times shaft speed • Acceleration 0-20 kHz (HFB) • Enveloped 0-20 times shaft speed (ESP) This reading gives us information about balance, misalignment etc. It can be compared to British Standards BS7845 or ISO10816 to determine the health of the machine from the vibration level. It can also be viewed in acceleration to give us some bearing information The HFB reading is a High Frequency Band acceleration reading where we are interested in the acceleration levels above about 3kHz. This tells us about lubrication condition. No ISO or British Standards exist for this type of reading. The ESP reading is the most important one. It extracts bearing impact information from resonant vibration and tells us very accurately if the bearing is healthy. Again, no ISO or BS standard is available for this type of reading. Setting of alarm limits is down to experience and is usually 0.5 G’s
May 2008 – First Readings The first readings on this machine were taken in May 2008. The Velocity reading from the motor drive end bearing showed amplitudes of less than 0.5 mm/sec and were considered satisfactory. The area above 3 kHz showed very little activity and it was also considered satisfactory. The ESP reading showed a peak at around 252Hz. This proved to be the bearing’s outer race frequency. There was also multiples at 2X and 3X. This is known as Harmonic activity and is a good indication that there is a problem developing. The highest peak though was around 40% alarm limit and it was decided just to keep a close eye on the unit.
June 2008 – Second Readings The ESP spectra showed an increase in the fundamental BPFO and was above the alarm limit. The harmonic activity was now being swamped by an elevated carpet value, a sure sign that the bearing was in trouble. It was recommended that the bearing should be changed ASAP. The velocity plot converted to acceleration also did not show anything untoward and was considered perfectly acceptable. The second velocity spectra showed no substantial increases over the first one. The overall value was 1.16mm/sec which would be classified as zone B (1.12 – 2.8mm/sec - ‘Machines with vibration within this zone are normally considered acceptable for unrestricted long term operation’ ) under ISO10816 vibration standards. The HFB reading showed some small increased above 3 kHz but there was a considerable increase below that value indicating bearing resonance – an indication of a developing problem.
Motor drive end bearing The motor was removed and sent away for overhaul. The bearing from the drive end was examined and it was found that it had suffered from ‘brinelling’ i.e. indentation of the surface of a raceway by the rolling elements under impact or by static load. These indentations cover only about one quarter of the surface of the race indicating that they occurred whilst the pump was on standby, also suggesting that the pump was always coming to rest in the same position.
ESP readings after bearing replacement The ESP spectras taken in July following bearing replacement show a reduction to much lower levels.
Financial Ramifications In This case, the developing defect was picked up early and only new bearings were required. The cost was around £1000 However, if the bearing had collapsed then secondary damage could have occurred and a full rewind and machining of the FLP motor would have been around £3000 Additionally, had the pump failed, it is highly likely that it would not have been noticed until a temperature trip occurred and the plant would have been offline an estimated 12 hours. Cost savings between £2000 and 12 X £?000 – how much production would you lose in 12 hours?