Download
1 / 22
230 likes | 545 Views
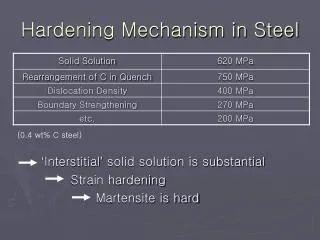
Multiphase Structures in Case Hardening Steels following Continuous Cooling H. Roelofs , S.Hasler, L. Chabbi, U. Urlau, Swiss Steel AG J. Chen, H.K.D.H. Bhadeshia, University of Cambridge. Typical steel structure of a MnCr-case hardening steel.

E N D
Multiphase Structures in Case Hardening Steels following Continuous Cooling • H. Roelofs, S.Hasler, L. Chabbi, U. Urlau, Swiss Steel AG • J. Chen, H.K.D.H. Bhadeshia, University of Cambridge
Typical steel structure of a MnCr-case hardening steel How to master structure and hardness by rolling conditions and steel composition? ferrite pearlite bainite
simulating the steel‘s microstructure on a computer „Complete Calculation of Steel Microstructure of Strong Alloys“ Excellent agreement for isothermal treatments Development of new products • measuring CCT diagrams • hot rolling trials
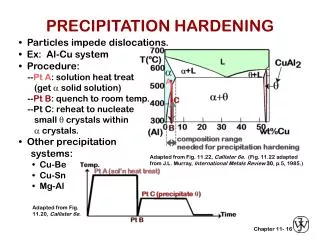
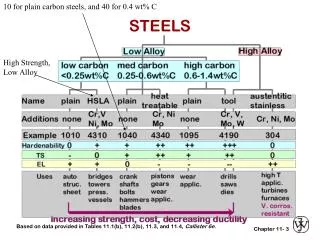
Modified Avrami model including simultanuous nucleation and growth rates of • allotriomorphic ferrite, • pearlite, • widmanstätten ferrite, • bainite and • martensite The model Chemical composition (C, Mn, Si, Ni, Mo, Cr, V) Cooling rate Austenitic grain size (AGS) Steel Structure
C Si Mn Ni Cr Mo 0.17 0.19 1.20 0.076 1.05 0.008 Dilatometry: experimental conditions Steel composition (wt.-%): Cooling rates (K/s): 0.2, 0.3, 0.6, 0.8, 1.0, 1.6, 3.0, 6.0 Austenitic grain size (mm): 13, 23
Comparison for AGS = 13 mm as calculated as measured
Comparison for AGS = 23 mm as calculated as measured
Finishing Mill Stelmor (5.5 – 16 mm) Cooling Bed (16 – 64 mm) Furnace Shears Descaler Coilers Garrrett (16 – 38 mm) Water Boxes Precision Sizing Mill Industrial trials: layout of hot rolling mill
Challenges under real industrial conditions • sampling for AGS determination is sometimes difficult • AGS and phase contributions vary over the cross- section of the wire/bar • the cooling curve is not linear
Finishing Mill Stelmor Precision Sizing Mill Furnace Water Boxes phase transformation Stelmor line Positions of sampling: 6.5 mm wire sampling
Steel composition (wt.-%): Cooling rate (K/s): 0.34 K/s (800-500°C) C Si Mn Ni Cr Mo 0.16 0.21 1.21 0.13 0.98 0.015 Input data for modeling mean AGS as calculated by hot rolling simulation model: 33.8 mm
Coilers Garrrett Precision Sizing Mill Water Boxes Furnace Garrett line Position of sampling: 23.5 mm wire sampling
Steel composition (wt.-%): Cooling rate (K/s): 0.16 K/s (800-500°C) C Si Mn Ni Cr Mo 0.20 0.19 1.23 0.11 1.00 0.017 Input data for modeling large scattering AGS due to the hot rolling deformation
Steel composition (wt.-%): Cooling rate (K/s): 0.80 K/s (800-500°C) C Si Mn Ni Cr Mo 0.17 0.19 1.22 0.09 1.03 0.018 Water Boxes Precision Sizing Mill Furnace Cooling Bed Bar production line Position of sampling: 36 mm sampling
Comparison calculation versus experiment 36 mm bar excellent good modest
Conclusions • the predictions of the model agree qualitatively well with the measured data from industrial hot rolling distinguishing ferrite, pearlite and „remaining phases“ • there is a first indication that the model underestimates bainite and overestimates Widmannstätten ferrite (this is still under investigation)
Outlook The quantitative analysis of phase contributions in modern high-strength bainitic-martensitic steels is a very challenging task. Together with advanced EBSD techniques this model will in future be applied to bring more light into the microstructure of such steels.
High strength bainitic steel Stelmor line, 13 mm wire rod cooling rate ~ 3.0 K/s very fine steel structure
High strength bainitic steel Stelmor line, 13 mm wire rod Estimated cooling rate ~ 3.0 K/s Rp0.2 = 1001 MPa Rm = 1135 MPa A5 = 15 % Z = 68 %
Thank you ! Muchas gracias !