Download
1 / 29
290 likes | 601 Views
3 、注射模普通浇注系统设计. 3.1 浇注系统组成及各部分作用. 浇注系统 :指由注射机喷嘴中喷出的塑料进入型腔的流动通道。. 主浇 道. 分浇道. 浇口. 作用: 使塑料熔体平稳有序地填充型腔,并在填充和凝固过程中把注射压力充分传递到各个部分,以获得组织紧密的塑件。. 冷料穴. 3 、注射模普通浇注系统设计. 3.2 浇注系统设计原则. 1. 尽量减少停滞现象. 熔接痕的存在主要会影响外观,使得产品的表面较差;而出现熔接痕的地方強度也会较差。. 3 、注射模普通浇注系统设计. 3.2 浇注系统设计原则. 2. 尽量避免出现熔接痕.

E N D
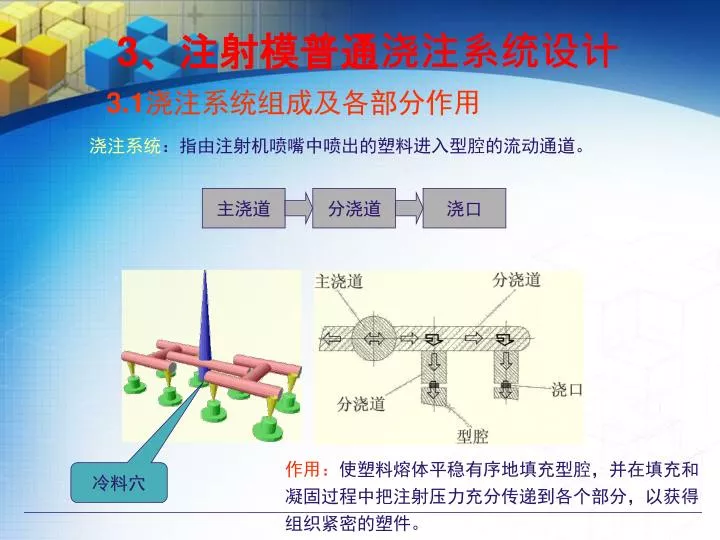
3、注射模普通浇注系统设计 3.1浇注系统组成及各部分作用 浇注系统:指由注射机喷嘴中喷出的塑料进入型腔的流动通道。 主浇道 分浇道 浇口 作用:使塑料熔体平稳有序地填充型腔,并在填充和凝固过程中把注射压力充分传递到各个部分,以获得组织紧密的塑件。 冷料穴
3、注射模普通浇注系统设计 3.2浇注系统设计原则 1.尽量减少停滞现象 熔接痕的存在主要会影响外观,使得产品的表面较差;而出现熔接痕的地方強度也会较差。
3、注射模普通浇注系统设计 3.2浇注系统设计原则 2.尽量避免出现熔接痕 熔接痕的存在主要会影响外观,使得产品的表面较差;而出现熔接痕的地方強度也会较差。
3、注射模普通浇注系统设计 3.2浇注系统设计原则 3.尽量避免过度保压和保压不足 过度保压会使产品密度较大,增加內应力,甚至出现飞边。
3、注射模普通浇注系统设计 3.2浇注系统设计原则 4.尽量减小及缩短浇注系统的断面及长度 减少塑料熔体的热量损失与压力损失; 减小塑料用量和模具尺寸。
3、注射模普通浇注系统设计 3.2浇注系统设计原则 5.尽可能做到同步填充 一模多腔情形下,要让进入每一个型腔的熔料能夠同时到达,而且使每个型腔入口的压力相等。 练习:流动距离比计算
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 h:小型模具取8~10)mm 大型模具取(10~15)mm 主流道作用:是连接注射机喷嘴和模具的桥梁,是熔料进入型腔最先经过的部位。 a=2 ~ 6 d=d0+(0.5~1)mm R=R0+(1~2)mm 0 0 直径D1=18~45 截面形状、锥度、孔径、长度、球面R、圆角
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 分流道作用:使塑料熔体的流向得到平稳的转换并尽快地充满型腔。 分流道的截面形状 分流道的设计要点 分流道的尺寸设计 分流道的布置
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 1。分流道的截面形状:会影响到塑料在浇道中的流动以及流道內部 的熔融塑料的体积。
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 圆形截面 优点:流道形状效率较高,可达0.25D。 缺点:增加制作费用及成本,稍不注意会造成流道交错而影响流动效率。
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 矩形截面 流道效率与圆形相当,但面积却比圆形流道多出27%,增加了射出废料,而且会造成顶出力量增加的现象。
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 梯形截面 面积比圆形流道多出39%,更加浪费,但是与圆形流道相比的唯一优点是制造简便。
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 U形截面 又称改良式梯形流道,結合圆形与梯型的优点改良而成,面积仅比圆形流道多出14%。
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 分流道的尺寸设计(以圆形截面为例) 流道直径应适合产品的重量或投影面积。
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 流道直径应适合塑料的流动性
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 分流道的尺寸尽可能短,其长度根据型腔的多少和大小而定。 每一节流道要比下一节流道大10~20%(d=D-D×10~20%)
3、注射模普通浇注系统设计 3.3主流道与分流道的设计 分流道的布置(根据型腔的布置而定) 不平衡 自然平衡 人工平衡
3、注射模普通浇注系统设计 3.4浇口的设计 浇口:连接分流道和型腔的桥梁,是浇注系统中最薄弱最关键的环节。
3、注射模普通浇注系统设计 3.4浇口的设计 直接浇口 直接浇口广泛应用于单型腔模具 缺点:是去除浇道后﹐将在成型品表面留下痕迹。 尺寸与主流道相同。
3、注射模普通浇注系统设计 3.4浇口的设计 侧浇口 一般开设在分型面上,适合于一模多腔,浇口去除方便;但压力损失大、壳形件排气不便、易产生熔接痕。 对于中小型塑件,一般宽度b=1.5~5mm,深度t=0.5~2mm(取侧浇口宽度的1/3),浇口的长度l=0.7~2mm。
3、注射模普通浇注系统设计 3.4浇口的设计 轮幅浇口 轮幅浇口又称为四点浇口或是十字浇口。此种浇口适用于管状塑料制品,且浇口容易去除和节省材料。 缺点:可能会产生熔接痕﹐而且不可能制造出完善的真圆。 典型的浇口厚度是0.8至4.8mm﹐宽度为1.6至6.4mm。
3、注射模普通浇注系统设计 3.4浇口的设计 潜伏式浇口 表面质量高但浇口加工困难,推出时必须有较强的冲击力,故不适应于强韧性的塑料
3、注射模普通浇注系统设计 3.5冷料穴与拉料杆的设计 作用:贮存冷料,拉出凝料。
3、注射模普通浇注系统设计 3.5冷料穴与拉料杆的设计 适于推杆推出的拉料杆
3、注射模普通浇注系统设计 3.5冷料穴与拉料杆的设计 适于推件板推出的拉料杆
3、注射模普通浇注系统设计 3.6浇注系统的平衡计算 设计成型腔非平衡式布置的形式,则需要通过调节浇口的尺寸,使各浇口的流量及成型工艺条件达到一致,这就是浇注系统的平衡,亦称浇口的平衡。 课堂练习 浇口平衡计算实例
3、注射模普通浇注系统设计 3.6浇注系统的平衡计算 浇注系统平衡计算的思路是通过计算多型腔模具各个浇口的BGV(Balanced Gate Value)值来判断。浇口平衡时,BGV值应符合下述要求: 课堂练习 1.相同塑件多型腔的BGV值可用下式表示: 式中 Ag—浇口的截面积; Lr—从主流道中心至浇口的流动通道的长度; Lg—浇口的长度。
3、注射模普通浇注系统设计 3.6浇注系统的平衡计算 浇注系统平衡计算的思路是通过计算多型腔模具各个浇口的BGV(Balanced Gate Value)值来判断。浇口平衡时,BGV值应符合下述要求: 课堂练习 2.不同塑件多型腔的BGV值可用下式表示: 式中 Wa 、Wb—分别为型腔a、b的充填量(熔体质量或体积); Aga 、Agb—分别为型腔a、b的浇口截面积,mm2; Lra 、Lrb—分别为从主流道中心至型腔a、b的流动通道的长度; Lga 、Lgb—分别为型腔a、b的浇口长度;
3、注射模普通浇注系统设计 3.6浇注系统的平衡计算 课堂练习 在一般多型腔注射模浇注系统设计中,浇口的截面积通常采用矩形或圆形点浇口,浇口截面积Ag与分流道截面积Ar的比值应取: Ag :Ar = 0.07~0.09 矩形浇口的截面宽度b为其厚度t 的3倍,即b = 3t,各浇口的长度相等。 在上述前提下进行浇口的平衡计算。
