Download

1 / 17
170 likes | 298 Views
Control charts Pharos University. 1 . Control Chart of the Mean . 2. Control Chart of the Range . A n internal system for quality control is needed to ensure that valid data continue to be produced. This implies that systematic

E N D
1. Control Chart of the Mean .2. Control Chart of the Range . An internal system for quality control is needed to ensure that valid data continue to be produced. This implies that systematic checks, e.g. per day or per batch, must show that the test results remain reproducible and that the methodology is under control or out of control. An excellent and widely used system of such quality control is the application of (Quality) Control Charts or called shewhart charts. In QC labs control charts can be applied, the present discussion will be restricted to the two most usual types:
I ln each batch of test samples at least one control sample is analyzed and the result is plotted on . The basic construction of this Control Chart of the Mean is presented in Fig.1. (Other names are Mean Chart, x-Chart) Control Chart of the Mean (Mean Chart):
The basic assumption is that when a control resultfalls within a distance of 2s from the mean, the system was under control and the results of the batch as a whole can be accepted. A control result beyond the distance of 2s from the mean (the "Warning Limit") signals that something may be wrong or tends to go wrong, while a control result beyond 3s (the "Control Limit" or "Action Limit") indicates that the system was statistically out of control and that the results have to be rejected: the batch has to be repeated after sorting out what went wrong and after correcting the system.
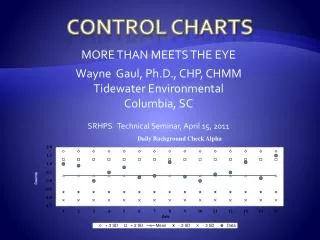
Apart from test results of control samples, control charts can be used for quite a number of other types of data that need to be controlled on a regular basis, e.g. blanks, recoveries, standard deviations, instrument response. Note. The limits at 2s and 3s may be too strict or not strict enough for particular analyses used for particular purposes. A laboratory is free to choose other limits for analyses. Whatever the choice, this should always be identifiable on the control chart (and stated in the SOP or protocol for the use of control charts and consequent actions). Example of practical data used to costruct a control charts.
INTERPRITATION OF QC CHARTS: Quality control rules have been developed to detect excess bias and imprecision as well as shift and drift in the analysis. These rules are used to determine whether or not results of a batch are to be accepted. Ideally, the quality control rules chosen should provide a high rate of error detection with a low rate of false rejection. The rules for quality control are not uniform: they may vary from laboratory to laboratory, and even within laboratories from analysis to analysis. The rules for the interpretation of quality control charts are not uniform either. Very detailed rules are sometimes applied, particularly when more than one control sample per batch is used. However, it should be realized that stricter rules generally result in (s)lower output of data and higher costs of analysis. The most convenient and commonly applied main rules are the following:
Draw and make interpretation for the following data using USP Moving range charts