Download
1 / 3
30 likes | 40 Views
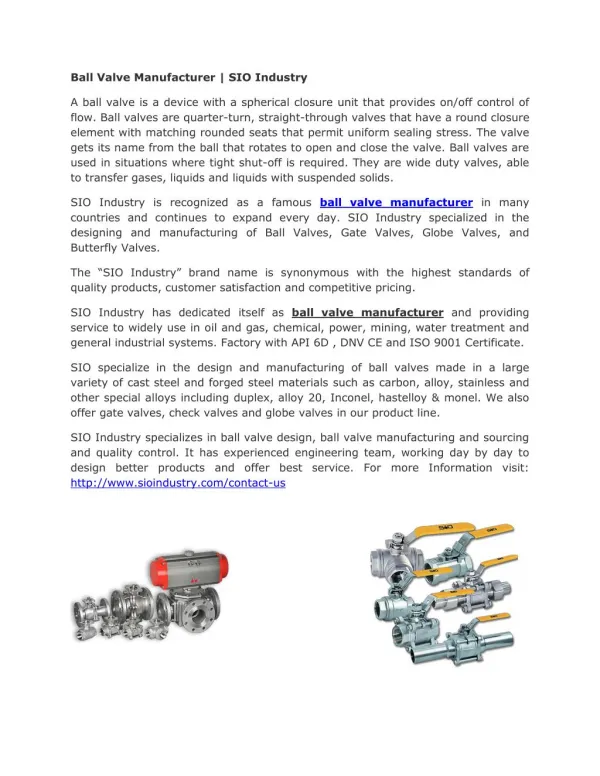
Safety Valve Manufacturer in USA<br>SVR Global is a leading Safety valve manufacturer in USA. Safety Valves are also known as Pressure Relief valves, it opens automatically to discharge pressure. This type of valve limits the rise of pressure within a hydraulic line. This protects expensive machinery like motor, pumps, and actuators from damaging in high pressure.<br>Safety valves are commonly used in industrial settings, such as in steam boilers or pressure vessels.

E N D
Safety Valve Manufacturer in USA SVR Global is a leading Safety valve manufacturer in USA. Safety Valves are also known as Pressure Relief valves, it opens automatically to discharge pressure. This type of valve limits the rise of pressure within a hydraulic line. This protects expensive machinery like motor, pumps, and actuators from damaging in high pressure. Safety valves are commonly used in industrial settings, such as in steam boilers or pressure vessels. The operation of a safety valve is typically controlled by a spring or other mechanism that keeps the valve closed until the pressure reaches a certain level. Once this level is reached, the valve will open automatically to release the excess pressure. Some safety valves may also include additional features, such as alarms or indicators to alert operators when the valve has been triggered. Parts: •Body •Bonnet •Plug •Disc Holder •Seat Disc •Spring Types of Safety Valves: •Spring-loaded safety valves: This is the most common type of safety valve, and it uses a spring to control the valve's opening pressure. When the system pressure reaches a certain level, the spring is compressed, and the valve disc lifts off the valve seat, allowing fluid to escape. •Pilot-operated safety valves: This type of safety valve uses a pilot valve to control the main valve's opening. When the system pressure reaches a certain level, the pilot valve opens, which allows the pressure to be equalized on both sides of the main valve. This, in turn, causes the main valve to open and release the excess pressure. •Deadweight safety valves: This type of safety valve uses a set of weights to control the opening pressure. When the system pressure reaches a certain level, the weights are lifted off the valve seat, allowing fluid to escape. •Balanced safety valves: This type of safety valve uses a piston or diaphragm to balance the pressure on both sides of the valve disc. When the system pressure reaches a certain level, the piston or diaphragm is lifted, which allows fluid to escape. •Thermal safety valves: This type of safety valve is designed to release pressure in response to changes in temperature. For example, a thermal safety valve might be used to protect a steam boiler from overheating. •Steam Safety Valve: A steam safety valve is a type of safety valve designed specifically for use in steam systems. These valves are typically spring-loaded and are used to protect steam boilers and other steam equipment from overpressure situations. •Pressure Safety Valve: A pressure safety valve is a type of safety valve used to protect pressure vessels, piping systems, and other equipment from overpressure situations. These valves are designed to automatically open when the pressure in the system exceeds a certain level, allowing excess pressure to be released
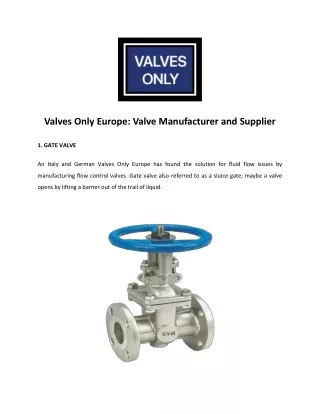
Industries: •Chemical Industry • Oil and gas Industry •Petrochemical Industry •Air conditioning Industry •Energy Industry •Aircraft hydraulic Industry •Irrigation System Applications: •Pressure vessels: Safety valves are used in pressure vessels such as boilers, reactors, and tanks to protect them from overpressure conditions. •Pipelines: Safety valves are used in pipelines to protect against pressure surges, pump failure, and other conditions that could cause overpressure. •Process equipment: Safety valves are used in various types of process equipment such as pumps, compressors, and turbines to protect against overpressure. •Transportation: Safety valves are used in transportation applications such as railcars, trucks, and ships to protect against overpressure during transportation of hazardous materials. Advantages: •Prevents equipment damage: Safety valves prevent equipment from being damaged due to overpressure or vacuum conditions. They automatically open and relieve excess pressure, preventing costly damage to the equipment. •Protects personnel: Safety valves protect personnel from harm caused by explosions or sudden release of hazardous materials due to overpressure. •Increases productivity: Safety valves help to increase productivity by preventing unplanned downtime and reducing equipment failure rates. •Compliance with regulations: Safety valves are often required by local, state, and federal regulations to ensure safe operations in various industries. SVR Global , the Safety valve manufacturer in USA delivers the product with utmost customer satisfaction and top-notch quality and has following description: Body Material– Cast Iron and Steel (A216 WCB, WCC, LCB, LCC,WC6, WC9), Ductile Iron, Stainless Steel [SS316, SS304, SS316L,SS904L, CF8, CF8M, F304, F316, F31L, F51, F3, F55, F91] , WCB, WC6,SS304, SS316, DUPLEX STEEL. Class – 150 – 2500 PN 10 – PN 450 Size – ½ - 24” Ends- Butt welded, Socket welded, Flanged, Threaded Visit our website-