Download
1 / 19
5.31k likes | 14.15k Views
ASAMBLĂRI NITUITE. Definiţie: NITUIREA este procedeul tehnologic de imbinare nedemontabila a dou ă sau a mai multor piese cu ajutorul niturilor. 1- tija nitului 2- capul nitului 3-cap de închidere 4- piesa de asamblat 5- piesa de asamblat. 5. 4. Elemente dimensionale -D-diametru cap

E N D
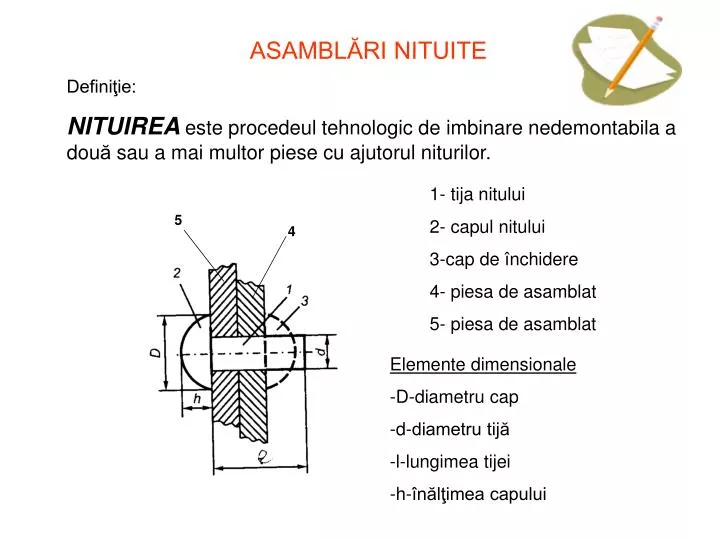
ASAMBLĂRI NITUITE Definiţie: NITUIREAeste procedeul tehnologic de imbinare nedemontabila a două sau a mai multor piese cu ajutorul niturilor. 1- tija nitului 2- capul nitului 3-cap de închidere 4- piesa de asamblat 5- piesa de asamblat 5 4 Elemente dimensionale -D-diametru cap -d-diametru tijă -l-lungimea tijei -h-înălţimea capului
DOMENIU DE UTILIZARE Imbinările nituite sunt folosite la: • Asamblări supuse la sarcini vibratorii • Asamblarea metalelor greu sudabile • Asamblări de profile pentru constructii metalice • Asamblări de piese confecţionate din materiale diferite.
CLASIFICAREA ASAMBLĂRILOR NITUITE: După modul de execuţie: Manuală Mecanică După temperatura la care se executa nituirea Nituire la cald; Nituire la rece eclisă După modul de aşezare a tablelor asamblate: Nituire prin suprapunere Nituire cap la cap cu eclisă
După numărul de rânduri: • Nituire pe un rând • Nituire pe două rânduri • - în linie • - in zig-zag • După destinaţia nituirii: • Nituirea de rezistentă • Nituirea de etanşare • Nituirea de rezistenţă-etanşare
Avantaje: • prezinta siguranta in exploatare, superioara asamblarilor sudate, la constructii supuse la sarcini dinamice dupa directii variabile (ex.: poduri, nave marine/fluviale sau aeronave etc.) • se pot imbina piese din materiale nesudabile, sau la care temperature necesara procedeului de sudare ar diminua efectul tratamentelor termice sau al acoperirilor de protectie sau elastice
Dezavantaje (comparative procedeului de sudura): • un consum mai mare de material si de manopera; • conditii de lucru mai incommode din cauza producerii de zgomot; • se micsoreaza rezistenta pieselor in sectiune, se diminueaza etanseitatea constructiei realizate.
Materiale utilizate • oteluri carbon (pentru lucrari obisnuite); • oteluri aliate (in cazul solicitarilor termice sau de coroziune ridicata); • cupru; • alama; • aluminiu; • anumite mase plastice.
NITUIREA : Operaţia de batere a capului de închidere şi formarea lui prin deformare plastică. • Metode de nituire: • Nituiri manuale • Nituiri mecanice • Nituiri speciale • Capsarea
B.NITUIREA MECANICĂ • Operaţiade nituire se execută folosind maşini specializate care realizează capul de închidere prin: • Ciocănire • Presare • Rulare • AVANTAJE: • Nituirea se face mai repede • Refularea materialului se face mai bine • Gaura de nit se umple mai bine • Creşte rezistenţa nituirii • Scad costurile şi creşte productivitatea
C.NITUIRI SPECIALE DEFINIŢIE: Sunt nituirile ce se execută fără a folosi contracăpuitor. Operaţia se realizează pe o singură parte a ansamblului. UTILIZĂRI: piese metalice şi nemetalice piese din table subţiri 1.NITUIREA CU NITURI EXPLOZIVE Caracteristici: Nitul este introdus în gaură şi încălzit cu un ciocan electric până la 120˚C Capul de închidere se va forma prin explozia încărcăturii explozive din capul tijei
2.NITURI CU TIJA DUBLA Pentru realizarea nituirii se foloseşte un cleşte de mână , care trage forţat tija interioară , care deformează capul nitului. La finalul operaţiei tija interioară se rupe într-o zonă de rezistenţă minima .
4. CAPSAREA • DEFINIŢIE: • - este operaţie asemănătoare nituirii , cu deosebirea că este folosită la materiale nemetalice (carton, materiale plastice, textile şi piele) • TIPURI DE CAPSE : • de asamblare • de trecere
CONTROLUL NITUIRII • În cadrul operaţiei de control se urmăreşte: • gaura de nit să fie umplută cu material • să nu existe joc între table • capul de nit să nu prezinte bavuri • piesele să nu prezinte deformaţii • capul de închidere să nu prezinte fisuri sau rupturi • capul de nit să fie complet format • capul de nit să nu fie dezaxat • capul de nit să adere la suprafaţa tablelor
DEFECTELE CARE POT SĂ APARĂ LA NITUIRE. • Cap de închidere înclinat • Cap de închidere deplasat • Cap de închidere prea mic din cauza tijei scurte • Cap de închidere deformat,cu fisuri • Nit strâmb- dezaxat • Table deformate la nituire
NORME DE TEHNICA SECURITĂŢII MUNCII • Pentru evitarea accidentelor, în timpul nituirii se vor respecta următoarele reguli: • Piesele de nituit să nu prezinte bavuri • Folosirea ochelarilor de protecţie pentru protejarea ochilor de evantualele aşchii • Dacă de execută nituire la cald, se va folosi echipament de protecţie (costum de piele, mănuşi, încălţăminte de protecţie), iar întroducerea niturilor se va face cu ajutorul cleştilor • Când se demontează două piese nituite sau când se înlocuiesc niturile defecte , tăierea capului de nit se va face în faţa unui ecran de protecţie