Download

1 / 44
1.3k likes | 2.9k Views
Kraft pulping. Ian Suckling May 2012 APPI. Pulping processes. Semichemical. Mechanical. Chemical. Acid acid sulfite bisulfite. Alkaline kraft soda soda-AQ Alk. sulfite. Na 2 CO 3 NaOH Green liquor NSSC. Low temp. GW RMP CMP. High temp. PGW TMP CTMP. Mainly chemical

E N D
Kraft pulping Ian Suckling May 2012 APPI
Pulping processes Semichemical Mechanical Chemical Acid acid sulfite bisulfite Alkaline kraft soda soda-AQ Alk. sulfite Na2CO3 NaOH Green liquor NSSC Low temp. GW RMP CMP High temp. PGW TMP CTMP Mainly chemical defibration Chemical & mechanical defibration Mainly mechanical defibration Modest yield High strength Low energy Intermediate yield Intermediate strength Intermediate energy High yield Modest strength High energy
Kraft overviewbleachable grades Softwood chips Hardwood chips Na2S, NaOH 160-170°C Na2S, NaOH 160-170°C 12-15% EA 28-35% sulfidity 16% EA 28-35% sulfidity Unbleached pulp Unbleached pulp ~52% yield 15-20 Kappa number ~45% yield 25-30 Kappa number
Composition of white liquor • hydrosulfide (HS-) most impt sulfur species
Standard kraft pulping terms • Total alkali All sodium salts as Na2O • Active alkali NaOH + Na2S as Na2O • Effective alkali NaOH + ½Na2S as Na2O • Sulfidity, % 100 Na2S as Na2O NaOH + Na2S • Causticising efficiency, % 100 NaOH as Na2O NaOH + Na2CO3
What happens in a kraft cook? • penetration & diffusion of white liquor into wood • delignification reactions • i.e. lignin broken down to soluble form • carbohydrate degradation • diffusion of lignin & other dissolved substances out of the wood • In alkaline pulping delignification is normally rate-determining, c.f. acid sulfite where penetration slow
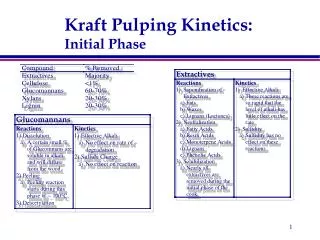
Pulping selectivity • pulping usefully considered in three phases • initial phase • bulk phase • residual phase
Pulping selectivity ctd • initial phase characterised by significant hemicellulose dissolution + some lignin removal • most lignin removed in bulk phase & only limited carbohydrates • residual phase – slow removal of lignin + carbohydrates - lower selectivity
Alkaline pulping – lignin degradation Aim: to degrade lignin into smaller fragments which are soluble in alkaline pulping liquor • cleavage of -ether bonds • etherified • phenolic – also -ether bonds • cleavage of -OCH3 groups to generate methyl mercaptan (CH3SH) and other thiols • condensation of degraded lignins • formation of chromophores
Etherified -aryl ether bonds • key reaction in bulk phase of cooking, T > 130°C • dependent on [OH-], does not require HS- • generates new phenolic units
Phenolic -aryl ether bonds • occurs in initial phase & quickly in bulk phase undesirable, -ether degraded w/out lignin breakdown can react again only in presence of hydrosulfide
Condensation reactions • lignin degradation products also condense with: • other lignin structures → alkali-stable interunit linkages • carbohydrates → lignin-carbohydrate linkages
Demethylation • minor reaction – mainly responsible for process odour
Pulping activation energies • rate of bulk delignification follows pseudo first-order kinetics if variation in OH-, HS- minor • L = lignin content of wood at time t, k = rate constant • calculate activation energy (Ea) from k at different temperatures • T = temperature (Kelvin), R = gas constant, A constant
Activation energies & kinetics For softwoods: • Initial phase Eact 50 kJ/mole -dL/dt = ki L • Bulk phase Eact 130-150 kJ/mole -dL/dt = kb L. [OH-]0.7-0.8. [HS-]0.1-0.4 • Residual phase Eact ~120 kJ/mole -dL/dt = ki L. [OH-]0.7 • bulk phase • only starts at T >~130°C • rate doubled as T increased by ~8 °C
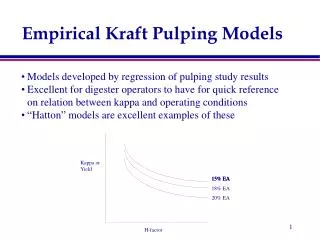
H factor • useful way to express effect of cooking T and t as single variable • assumes Ea = 134 kJ/mole • H factor is area under curve of plot of relative reaction rate vs cooking time • H factor for heatup: 150-200 • H factor for complete cook: 1,500 – 2,000
Carbohydrate reactions • alkali swelling • dissolution in alkali • alkaline hydrolysis of acetyl groups • peeling reactions → yield loss • stopping reactions • alkaline hydrolysis of glycosidic bonds → strength loss • reprecipitation onto the fibre
Hemicellulose losses: softwood • mostly due to (dissolution &) degradation of GGM • for xylan • degradation • dissolution largely intact in pulping liquor
Alkaline pulping - peeling • Get ‘peeling’ - alkali-promoted cleavage of carbohydrates from reducing end of chain • occurs for both hemicelluloses & cellulose • leads to loss in pulp yield & alkali consumption
Stopping reactions • occur in completion with peeling • balance dependent on: • sugar type • alkali concentration • type of base • temperature • also physical stopping reactions (accessibility)
Alkaline pulping – random cleavage • minor, but important reaction • shortens cellulose chains reduction in cellulose DP & pulp strength potential
Random cleavage • rate dependent on [OH-] • Eact 175-180 kJ/mole
Cellulose depolymerisation • occurs mainly in bulk & residual phases • normally determined via pulp viscosity
G-factor • analagous to H-factor, but correlates viscosity loss to cooking T and time (Kubes et. al. 1983) • high cooking temperatures undesirable
Uronic acid reactions • help to prevent peeling of xylans • lose MeOH to form hexeneuronic acids (HexA) • partially degraded further during cooking • HexAcontribute to pulp kappa number, esp. hardwoods • consumes bleaching chemical • implicated in final pulp brightness stability
Xylan redeposition • occurs later in cook as [OH-] low, esp. for hardwoods • may hinder access of bleaching chemicals – xylanase-aided bleaching
Darkening during cooking Factors effecting darkening • chromophore formation during cooking • lignin removal • redeposition of soluble lignins on pulp • generally darker than in-situ wood lignin • small contribution from carbohydrates Norrström 1972
Possible chromophores • largely speculative….. • hydroxyquinones isolated from fully bleached pulps
Modified pulping What is the aim? • lower degradation of polysaccharides → higher yield • lower residual lignin in fibre →lower kappa going to the bleachplant, so less bleaching & less effluent • reduce carbohydrate depolymerisation → less strength loss
Modified pulping ctd • Modified pulping processes – profiling OH-, HS-, DS concentrations during cooking • continuous: MCC®, EMCC®, Lo Solids®, ITC®, BLI® • batch: RDH®, Superbatch® • Pulping additives to increase yield • R-CHO → R-COOH - reduces peeling • polysulfide (PS) • anthraquinone (AQ) • H2S pretreatment: R-CHO + H2S → RCH2SH • NaBH4 pretreatment: R-CHO → R-CH2OH
Principles of extended pulping processes • high hydrosulfide ion concentration • improves delignification • level out the alkali profile during the cook • reduces carbohydrate degradation • reduce dissolved lignin concentration, particularly later in the cook • improved delignification • low temperature in initial & final phase of cook • reduces carbohydrate degradation • initial high ratio of hydrosulfide to alkali • improves selectivity
MCC – selectivity gains • mill trial of MCC and conventional cooking • kappa no 34 → 22 at same viscosity (Johansson & Teder ’84)
Polysulfide • yield increases up to 2% (SW) or 1.5% HW • works over wide range of kappa numbers • rarely used commercially • additional capex + opex • greater odour due to higher sulfide in cook • improves pulp tensile, refinability, but tear lowered • polysulfide prepared via 4 methods, e.g.: • adding elemental S to white liquor • S2- + nS → S2-n+1 n typically 6-8 • oxidation of white liquor
Anthraquinone • accelerates pulping and increases yield • e.g. 0.05 – 0.10% AQ • gave 1 – 2 % yield increase • and 6 – 10% less applied EA • or 4 – 6 kappa no. reduction • low capital costs • costly, esp. if used to lower kappa no.