Download
1 / 36
410 likes | 727 Views
Team Valeo. Stefan Enjem – ISE Joe Van Hofwegen - ISE Young Lee - ISE Joe Pecht - ME Walter Freitag - ME Jason Zion - ME Luis Garcia - EE. Introduction. Product Goals Increase QPH 4 to 6% 2 year payback Safety and Quality. Production Line Layout. Continuous Counterclockwise Loop

E N D
Team Valeo Stefan Enjem – ISE Joe Van Hofwegen - ISE Young Lee - ISE Joe Pecht - ME Walter Freitag - ME Jason Zion - ME Luis Garcia - EE
Introduction • Product • Goals • Increase QPH 4 to 6% • 2 year payback • Safety and Quality
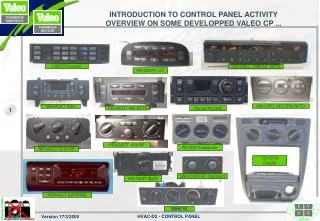
Production Line Layout • Continuous Counterclockwise Loop • Variable Staffing EOLT 90
Areas of Improvement • Downtime • End of Line Tester • Leak and Snap Ring Test • Process Time • PCV Assembly Station • Procedures • Production Board • Preventive Maintenance • Work Flow • Pallet Flow Control and Failure Response • Alternative Configurations
Downtime • Micro-stop - Downtime of less than 5 minutes # of Micro-stops/month
Downtime: End of Line Tester • Purpose • Final Station before leaving clean room • Fully tests all motors • Problems • Downtime • Micro-stops • Causes • Existing Technology
Downtime: End of Line Tester • Assembly Cell Design
Downtime: End of Line Tester • Solution • Original system specs • Modifications required • Design • New connector
Downtime: End of Line Tester • Finite Element Analysis • Benefits • Reduced downtime • Decreased operator interaction • Increased potential motor output by 7%
Rubber Connectors Downtime: Leak and Snap Ring Test (210) • Leak Test • Problem • Solution • PM
Downtime: Leak and Snap Ring Test (210) • Optical Test • Problem • False Failures / Glare • Solution • Mirror Assembly [Nerlite Doal-50-led] • Station Improvement Benefits • 1% increase in total motor output
Process Improvement • Histogram shows major sources of backup
Process Time: PCV Assembly (90) Before After • Problems: Process time, bin layout • Solution: Move part bins, Modify Program • Benefits: Reduction in assembly time (5 seconds), Ergonomically designed set up
Procedures: Preventive Maintenance • Creation of a Preventive Maintenance Schedule • List of tasks to be completed on a weekly basis • Complete inspection of the line • Benefits • Increased reliability of stations • Reduction in catastrophic failures • Less disruption of production time • Similar PM programs show a 4% improvement
Procedures: Visual Production Board • Performance Assessment • Communications Hub
Work Flow Improvements • Pallet Flow Control • Inhibiting Release Logic • Failure Response Time • Minimizes blocking • Increases motor output EOLT 90
Arena Simulation • Arena Model created to analyze system • Mimics the behavior of the real system • Interface for user created • Analyze potential system changes
Work Flow: Alternatives • Arena Model used to analyze system • Optimal configurations and results • Based on improvements made to the line: • Optimal Pallets is 47
Cost Analysis of Total System • Estimated Cost Analysis • Net Present Value
Conclusions • All Deliverables were met • Standardized Procedures • Preventative Maintenance • Set Production Guidelines • Fix Problematic Stations • End of Line Tester Efficiency • Identify improved system configurations • 9.5% improvement and met 2-year payback.
Acknowledgements • Thank you: • Mentor, Dr. Michael Kuhl • Coordinator, Dr. Paul Stiebitz • The entire Valeo Staff including Richard Guerin, Paul Vandeursen, James Ely.
Industrial Standards • Clean Room • Certified Class 100,000 • QS 9000 • Quality standard TS 16949 • Valeo Union Standard • 423 minutes per shift • Ergonomic Guidelines

![[Team name] Team Award](https://cdn4.slideserve.com/678300/slide1-dt.jpg)