Download

1 / 21
210 likes | 238 Views
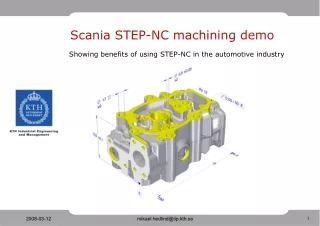
Learn about the Technical Corrigendum (TC) for the STEP-NC standard, addressing issues for better high-speed machining support, cross-section parameters, touch probe enhancements, and more.

E N D
STEP-NC AP238 Overview of Technical Corrigendum STEP Tools, Inc. 14 First Street, Troy, NY 12180 (518) 687-2848 / (518) 687-4420 fax http://www.steptools.com
What is a Technical Corrigendum? • A TC is a small set of change pages that correct issues discovered after publication. • Up to 2 TCs allowed, then must publish a new edition • The AP238 TC draft has circulated since April • Addresses issues discovered during past year of testing in Ibusuki, Dallas, Sandviken, and Hartford rounds.
Corrigendum Contents • Current issues addressed by TC • Via points for better High-Speed Machining (HSM) support. • Cross section parameters for Feed Speed optimization. • Touch_probe as a real tool. • Datum and Datum_target reference to workpiece • Using workpieces for In-process geometry • Various grammar fixes and clarifications to the text. • Potential items for TC • Curve probing operation • Toolpath placement on Workplan • Simplify rawpiece/finshed piece • Enable/Disable? • others?
Via Points for HSM Size Reduction • High Speed Machining toolpaths use many arcs. • Requires several entities to represent arcs as trimmed curves, (composite curve, composite curve segment, trimmed curve, circle, axis placement, several directions and cartesian points) • This is multiplied over several tool curves (basis, tool axis, surface normal, speed profile) • Describe using via points following approach used by STEP kinematics model. • Continue to use polylines with addition of cartesian point subtype via_arc_point. • Subtype for via_helix_point also added. • Previous method can still be used for other types of curve.
Via Points for HSM Size Reduction • Verified by Bordeaux HSM tests in March 2008. • Measurements for Fishhead HSM Program • Contains part geometry, tolerances and tool paths • Old: 1.9 MB • New: 1 MB • For comparison: • Mastercam 9 is 3.5 MB • G code is 0.574 MB
AIM EXPRESS Definitions ENTITY via_arc_point SUBTYPE OF (cartesian_point); WHERE WR1: SIZEOF(USEDIN(SELF, ‘POLYLINE.POINTS')) > 0; WR2: (0 = SIZEOF (QUERY (pl <* USEDIN(SELF, 'POLYLINE.POINTS') | ((pl.points[1] = SELF) OR (pl.points[HiIndex(pl.points)] = SELF)) ))); END_ENTITY; ENTITY via_helix_point SUBTYPE OF (cartesian_point); WHERE WR1: SIZEOF(USEDIN(SELF, 'POLYLINE.POINTS')) > 0; WR2: (0 = SIZEOF (QUERY (pl <* USEDIN(SELF, 'POLYLINE.POINTS') | ((pl.points[1] = SELF) OR (pl.points[HiIndex(pl.points)] = SELF)) ))); END_ENTITY;
Cross-Section Parameters • Add a curve to toolpath that gives a parameterized description of removal cross section at each point. • Tested initial set of parameters in March • Addressed side milling • Since March • Parameters for plunge milling have been proposed • Worked on harmonizing the parameters for milling and turning and handling both side and plunge milling. • Adjusted profile origins and parameter defs.
Cross-Section Parameters • Current milling turning parameters handled by a bounded curve. • Same structure as tool position, axis, surface normal curves. • Seven dimensions (ADmax, RDmax, Xmaxofs, Ymaxofs, CSArea, XCGofs, YGCofs) ENTITY trajectory ABSTRACT SUPERTYPE OF (ONEOF(cutter_location_trajectory, cutter_contact_trajectory, axis_trajectory)) SUBTYPE OF (toolpath); [ . . . ] cross_section_area_flank_parameters: OPTIONAL bounded_curve; -- ADDED BY TC cross_section_area_plunge_parameters: OPTIONAL bounded_curve; -- ADDED BY TC END_ENTITY;
Parameters for Turning • Cross-Section Origin for Turning Tools • As documented, milling and turning parameters are measured relative to the tool. • Proposal to measure turning parameters relative to the workpiece origin. Y Parameters measured from workpiece or tool? X
Turning Parameters • Origin on workpiece was driven by confusion over a good origin point on the tool • Origin on the tool is still preferred. • Investigate ISO 14649-112 for existing discussion of tool origin • Also see what ISO 13399 has to say about origin.
Feed (-Z) Y ADmax CSA Feed (-Z) Coordinate Origin (0, 0) Amax offset Y CG (step-over direction) Rmax offset X ACG offset Coordinate Origin (0, 0) RDmax X RCG offset Parameters for Plunge Milling • Plunge milling parameters have been proposed • Use angular values rather than linear • Issues • Should they use linear parameters for consistency? • Should these parameters be in a separate optional curve?
Touch Probe as a Real Tool • ARM for touch probe changed so that probe is a subtype of tool. • Previously was a stand-alone stub. • Simplifies use because software can handle probes in the same way as other tools. • Enables a connection between a probe and its shape geometry. Previously, there was none. • Change requires minor AIM mapping adjustments to touch_probe and probing operations. • Open to proposal for additional probe characteristics neccesary to operate them effectively. ENTITY touch_probe SUBTYPE OF (machining_tool); -- ADDED BY TC its_id: identifier; END_ENTITY; See curve_probing.txt
Datum and Datum Target • ARM for Datums and Datum Targets changed to add Workpiece reference • Datums and Datum Targets both link to a workpiece at the AIM level, but there is no reference in the ARM model. • Now more in line with features ENTITY Datum ABSTRACT SUPERTYPE; its_workpiece: Workpiece; -- ADDED BY TC END_ENTITY; ENTITY Datum_target; id : STRING; its_workpiece: Workpiece; -- ADDED BY TC END_ENTITY;
Workpieces for In-process Geometry • Change in-process geometry from just shape_rep reference to full workpiece reference • No burden, any shape rep made by a CAD system is already part of a workpiece/product. • Allows in-process to have full range of product properties, such as features and tolerances. • Simplify by moving as-is, to-be, and removal links to supertype • Was three separate sets of properties on Workplan, Machining_workingstep, and Turning_workingstep. • Move up to Executable so it can be used anywhere. ENTITY executable ABSTRACT SUPERTYPE OF (ONEOF( workingstep, nc_function, program_structure)); its_id: identifier; as_is: OPTIONAL Workpiece; -- ADDED BY TC removal: OPTIONAL Workpiece; -- ADDED BY TC to_be: OPTIONAL Workpiece; -- ADDED BY TC END_ENTITY;
Proposal: Curve Probing See curve_probing.txt • Motivation • New devices are becoming available that can measure curves • STEP-NC data contains many bounded curves (tool paths) that can be measured • Applications like the Impeller can be evaluated using bounded curves on the surface ENTITY curve_probing SUBTYPE OF (touch_probing); curve_to_be_measured : bounded_curve; start_position : OPTIONAL axis2_placement_3d; start_direction : OPTIONAL direction; distance : OPTIONAL length_measure; curve_axis : OPTIONAL bounded_curve; as_measured_curve : OPTIONAL bounded_curve; as_measured_normal : OPTIONAL bounded_curve; its_technology: : OPTIONAL technology; path_maximum_deviation : OPTIONAL bounded_curve; -- its_probe?? END_ENTITY
Proposal: Toolpath Xform on Workplan • Motivation • Transform is already possible on individual workingstep • Adding transform to workplan allows more significant reuse. • Transform moves toolpaths from all workingsteps or nested workplans at once. • Could result in a stack of transforms for nested workplans. • Result: ADD ENTITY workplan SUBTYPE OF (program_structure); its_elements: LIST[0:?] OF executable; [ . . .] toolpath_orientation: OPTIONAL axis2_placement_3d; -- ADD? END_ENTITY;
Proposal: Simplify Raw/Finished Part • Motivation • Now that as-is and to-be descriptions are workpieces, what is the difference between • The as-is workpiece of the main workplan and a rawpiece • The to-be workpiece of the main workplan and a finished part? • Can we simplify the rawpiece/finished piece relationship by removing it as a workpiece attribute and using the workplan instead? • Current understanding on next slide.
Current Scoping • Every executable may have an as-is, to-be, delta and fixture model. • When an executable is selected the as-is model, to-be model, delta model and fixture model are determined using the following scoping rules: • The models defined for this executable • The model defined for the workplan containing this executable, or the workplan containing that workplan, and so on until the main workplan is found • If no model is found then do not show a model for the as-is, to-be, delta or fixture. • Project may have a list of workpieces. These are the pieces produced by the project. • A workpiece may have a rawpiece. The rawpiece defines the original starting state (stock) for this workpiece at the beginning of the main workplan.
Proposed Scoping • Main workplan • as-is workpiece describes the state of the material at the start of the workplan (what we have been calling stock) • to-be workpiece describes the state of the material at the end of the workplan (what we have called “workpiece”, finished part, or often just “part”) • Any nested workplans or workingsteps • as-is/to-be can be specified to give additional detail/granularity, and give intermediate forms. • Project list of workpieces • Workpieces that the project makes (the final deliverables) • May be more than just the to-be of the main workplan because sub workplans may produce finished parts included here. • Workpiece “rawpiece” attribute • Initial state of this workpiece before any machining.
Proposal: Enable/Disable Executable • Add an attribute to store the enabled/disabled state of an executable. • Current state is not saved, so everything is enabled whenever you read a file. • Making it part of the model would allow us to put disabled alternates into the file. • Separate issue with Locking executables to disallow any change. ENTITY executable ABSTRACT SUPERTYPE OF (ONEOF( workingstep, nc_function, program_structure)); [ . . . ] enabled: OPTIONAL BOOLEAN; -- ADDED BY TC END_ENTITY;