Download
1 / 12
120 likes | 241 Views
UCSB Rod Production. UCSB Rod Production, Jan. 20 2004, presented by Jim Lamb. What is a rod?. Substructure for modular assembly of tracker barrel. 688 rods will be installed into a barrel much like the one in the picture.

E N D
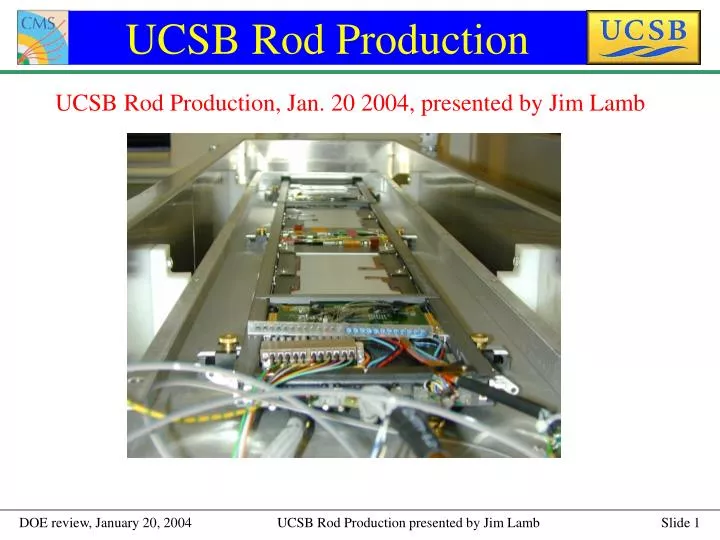
UCSB Rod Production UCSB Rod Production, Jan. 20 2004, presented by Jim Lamb
What is a rod? • Substructure for modular assembly of tracker barrel. • 688 rods will be installed into a barrel much like the one in the picture. • Half of all rods will be produced here at UCSB. The other half produced at FNAL.
What is a rod? • Barrel is grouped into 96 control rings, each containing 5-10 rods. • Rods use token-ring protocol to communicate with data acquisition electronics. • Redundancy architecture allows control ring to operate even in case multiple non-consecutive CCU failure.
Rod as it Arrives at UCSB • Major components are Command and Control Unit (CCU) and Analog Opto-hybrids (AOH) • CCU handles communication between rods, and between rod and readout electronics. • AOH converts module’s electrical output to optical signal. • Both of these components, as well as electrical connectivity of the whole, are tested at CERN prior to shipping.
Rod Assembly • First rod assembly took approximately 2 hours. • Module placed on bare rod using handling tools developed at UCSB (S. Kyre). • Handling tools developed here are used at FNAL and CERN.
Rod Testing Flow Chart • Rod burn-in very important. • Only cold-test of entire rod substructure. • First time every rod component (AOH) is subjected to cold, long-term test.
Single Rod Test Stand • Used for functionality test after module installation. • Test box provides dry, dark, and electrical isolated environment • Also used for cold-test of individual rods (not part of regular production). • Connects to rod burn-in chiller for cooling
US Multi-Rod LT Stands • Up to 8 rods run for 3 days of thermal cycling (room temp to –20C and back). (Burn-in box developed and assembled by University of Rochester.) • Rods controlled and read-out with software already written for module test. (UCSB helped in that adaptation). • Data will be adapted so that initial module test (ARCS) criteria can be applied and module quality re-verified.
Status • Single rod test stand fully equipped. • One complete rod assembled and tested at room temperature. Two more rods to be assembled and tested this week. • UCSB rod burn-in box assembled here December 2003 • Mechanical-grade rod thermal-cycled to –20C. • Lack of power supplies from CERN is only thing keeping us from full capacity in burn-in and single-rod test stands.
Rod Testing Results • Faults clearly seen in rod using new LT • Only opens on rod so far • Laser gain differences add complication to data analysis • Fixed noise cuts will not work due to 50% variation in laser gain • Laser gain is measured by header height, allowing adaptation of cuts. • Similar work on optimization of calculation of pulse height & peak time variable needed as in module LT • More statistics needed in order to know how best to test rod ARCS Rod LT
Further Work • Implementation of Rod debugging tests to be determined. (Hopefully worked out when I visit CERN Rod assembly lab next month.) • Commissioning of burn-in stand with full capacity. • 11 bare rods to arrive in late February, including first SS6 rod and first US DS rod. • Design/commission module handling tools for DS rod. • Implementation of adapting ARCS testing criteria to long-term Rod testing data.