Download
1 / 18
190 likes | 220 Views
Market surveillance of simple pressure vessels - practical approach Teuvo Blomberg Senior Safety Engineer TUKES TAIEX Workshop, Cyprus 3 - 5 October 2005. Contents. 1) Introduction , methods of market surveillance

E N D
Market surveillance of simple pressure vessels - practical approach Teuvo Blomberg Senior Safety Engineer TUKES TAIEX Workshop, Cyprus 3 - 5 October 2005
Contents 1) Introduction, methods of market surveillance 2) Market surveillance procedure; focusing, target selection criteria, tests, assessment of vessels 3) Cases
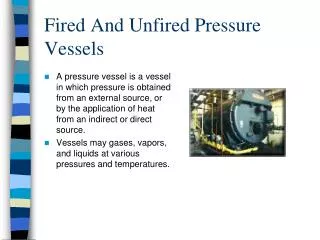
The aim of market surveillance is: • To ensure that products are safe; individuals, the environment, property • To ensure conditions exist for fair competition • To ensure that initial controls have been made • To promote risk management during lifecycle of products and to verify that: • Certification procedures have been correctly applied • CE-marking and declaration of conformity are correct • The provision of applicable directives have been complied with
Example: a pressure vessel accident PS 11 bar V 150 L Manufactured 1994 Reason: Neglected maintenance • Corrosion At the moment of explosion: Speed of loosening components ~ 200 km/h
Methods of Market Surveillance for pressure equipment and SPVs Documentation surveillance Field surveillance Surveillance projects • products/ assemblies • proactive • proactive • enterprises • reactive reactive • Reaction methods Development activities Information Co-operation between national and international enforcement authorities
Flowchart procedure of MS SELECTION CRITERIA FOCUSING MS PROACTIVE MS REACTIVE MS PURCHASE EQUIPMENT TESTS RESULTS ASSESSMENT THE HEARING NOTIFICATION SALES BAN DECISIONS ACTIONS DELIVERY BAN CAUTION RECALL
How to focus market surveillance? Surveillance is focused according to the following sources of information: • Information from the market (complaint, competitors, inspection bodies, users, consumers…) • Information from other national authorities • Accident registers • Research reports • Market surveillance database • Notifications from other countries
Selection criteria of product • Visual inspection • external inspection; markings and labelling, fittings, safety accessories, connections, welds • Internal inspection: welds • Documentation • instructions for use • declaration of conformity • Further information • technical documentation • tests • inspections Non-conformities: • No manufacturer or importer information • No instructions for use • No CE-marking • Lack of technical information • Poor workmanship (welds, shape etc.) ---------------- • Product cheapness! • New manufacturer?
Inscriptions on the vessel or data plate • CE + NB + year • Max PS (bar) • Max Tmax (°C) • Min Tmin (°C) • Volume (L) • The name or mark of the manufacturer • The type and serial or batch identification of the vessel.
Tests that can be carried out on the vessel Tests and inspections • Usually done by a testing laboratory (accredited) • Not usually the whole test program • Only necessary tests and inspections are carried out • The visual examination • The radiographic examination • longitudinal weld (100 %) • circumferential weld (cross welds) • Tensile test • The basic material of the shell • The basic material head • over the longitudinal weld • The chemical analysis • The basic material of the shell • The basic material of the head • Macroscopic examination • longitudinal weld • circumferential weld • Opening pressure of safety valve Other directives used and possible tests • LVD • EMC • Machinery
Assessment of vessels (TUKES) Based on technical documentation + test results + inspection reports classification of deficiencies (developed in TUKES) • Class 1: Very serious, the vessel can be dangerous • Class 2: Serious non-compliance with the directive • Class 3: Minor non-compliance with the directive • Class 4: Vessel is in accordance with the directive
Case 1: SPVs, volume 7 L and 24 L; 8 bar • P*V > 50 bar*L • No labelling or markings according to the SPVD • p*V = 192 bar*L sales ban • p*V = 56 bar*L delivery ban
Tests The following tests were ordered: • The visual examination (SFS-EN 288-3) • The radiographic examination (SFS-EN 288-3) - location was based on visual examination • Tensile test (SFS-EN 10002-1 and SFS-EN 895) • The chemical analysis (optical emission spectrum) • Macroscopic examination (transparent cut) - location was based on radiographic examination • Opening pressure of safety valve
Case 3. Typical weld defect in SPV • Stress level in circumferential weldis one half compared to longitudinal weld • The defect is difficult to see by visual inspection • Macrograph: circumferential weld Dished end Shell
Further information, please contact: Teuvo Blomberg E-mail: teuvo.blomberg@tukes.fi Pertti Haakana E-mail: pertti.haakana@tukes.fi TUKES (Safety Technology Authority) Tel: +358 9 61671 Fax: + 358 9 616 7566