Download
1 / 17
210 likes | 504 Views
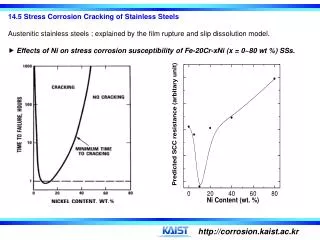
Stress Corrosion Cracking of Stainless Steels in High Pressure Alkaline Electrolysers. HySafe conference, Pisa 2005-09-08 Kristian Haraldsen and Håkon Leth-Olsen, Norsk Hydro ASA, Corporate Research Centre. Content. Background Stress Corrosion Cracking (SCC) SCC in Alkaline environments

E N D
Stress Corrosion Cracking of Stainless Steels in High Pressure Alkaline Electrolysers HySafe conference, Pisa 2005-09-08 Kristian Haraldsen and Håkon Leth-Olsen, Norsk Hydro ASA, Corporate Research Centre
Content • Background • Stress Corrosion Cracking (SCC) • SCC in Alkaline environments • Experimental setup • Materials • Test conditions • Results • Austenitic stainless steels • Duplex stainless steels • Welded Duplex stainless steels • Conclusions and recommendations
Background • Atmospheric electrolysers operate safely with austenitic stainless steel of type AISI 316L or similar. • Newly developed high pressure electrolysers operate at 70 – 80°C with 30 – 40% KOH solution and an O2 pressure of 15 – 30 bar. • A few occasions of leakages have been observed at the oxygen side of high pressure electrolysers. • Construction material AISI 316L • Located in weld or close to the weld (heat affected zone – HAZ) • Confirmed to be intercrystalline stress corrosion cracking (SCC) • Commonly referred SCC temperature limit for AISI 316L in high concentrated caustic solution is about 100°C • Need for alternative materials for safe use in high pressure electrolysers • Nickel base alloys resistant, but high price materials
Examples of leaks Separator lye Penetrant
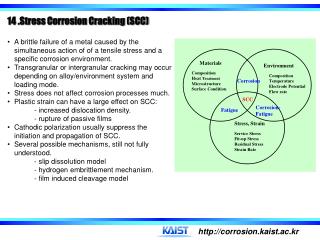
Stress Corrosion Cracking (SCC) • Failure of engineering materials by slow, environmentally induced crack propagation • Combined effect of tensile stresses and corrosion reactions • Tensile stresses • Externally applied loads (static) • Residual stresses from welding, machining etc. • May occur in materials resistant to general corrosion in the same environment • Initiates at local defects in oxide layer • Difficult to predict and identify before leakage • No fore-warning • NDT (non-destructive testing) methods not very informative • Inspection in small size piping difficult Tensile stresses Environ- ment Material SCC
SCC in Alkaline Environments • Commonly referred temperature limit for AISI 316L in high concentrated caustic solution is 100°C • Temperature limit lowered by the high oxygen pressure • Oxidising conditions may cause trans-passive dissolution of Cr as CrVI
Experimental • Resistance to SCC tested by autoclave exposure of C-ring specimens • Test specimens tensioned to plastic deformation • Test conditions: • Solution: 30 and 40% KOH • Temperature: 90, 100 and 120°C • Oxygen pressure: 15 and 30 bar • Exposure time: 3 months • Results analysed by • Visual examination • Optical microscopy • Scanning electron microscopy (SEM) • General corrosion by weight-loss
Materials • Materials selected based on expected resistance, availability and price. • Stainless steels with increased nickel (Ni) and chromium (Cr) content • Duplex stainless steels
Results – Austenitic stainless steels • Susceptibility of AISI 316L/Ti confirmed, SCC at 100°C, 40% KOH and 30 bar O2 • Bolts of AISI 316L (A4) fractured at 90°C, 30% KOH and 15 bar O2 (SCC) • 2RE10 (AISI 310L): SCC at 100 °C, 40% KOH and 30 bar O2
Results – Austenitic stainless steels (continue) • 2RK65 (904L): SCC at 100 and 120 °C, 40% KOH and 30 bar O2 • Alloy 28 showed no cracking at 90°C, 30% KOH and 15 bar O2
Results – Duplex stainless steels • Duplex 2507: SCC at 100 °C, 40% KOH and 30 bar O2 • Duplex 2304: no SCC at 100 and 120°C , 40% KOH and 30 bar O2 • General corrosion attacs occurred at 120°C
Results – Duplex stainless steels (continue) • Duplex 2906 showed cracking at 120°C, 40% KOH and 30 bar O2 • Duplex 2205 showed no cracking at 100°C, 40% KOH and 30 bar O2
Welded Duplex 2205 • Duplex 2205 chosen for further qualification • Good resistance to SCC • Rel. low Price, good availability • Need to test welded specimens • Welding procedure of duplex stainless steels important • SCC often occur in connection with welds • Welded C-ring test specimens prepared • Tested at 100 and 120°C, 40% KOH and 30 bar O2 • Both tensioned and relaxed weld area • Weight loss coupons for general corrosion rate • Repeated test of base material
Welded Duplex 2205 - results • General corrosion rate: • 0.1 mm/year at 100°C • 0.6 mm/year at 120°C • No SCC found in base material or in connection with relaxed welds • SCC occurred in tensioned weld at 100°C • Metallographic analyses did not reveal any deviance of the weld • No cracking in HAZ • No SCC in tensioned weld at 120°C • Protected by high general corrosion rate • Repeated tests did not reveal any SCC in the weld or base material
Duplex 2205 with alternative welds • Duplex 2205 with alternative weld filler materials tested at 100°C: • Nickel base alloy 600 (18-22% Cr, >67% Ni) • Nickel base alloy 625 (22% Cr, 64.5% Ni, 9% Mo) • No SCC occurred • Limited localised corrosion • Located inHAZ • 50-100 µm deep (0.2-0.4 mm/y) • Local/general corrosion rate • Dependent on temperature • Expected to be lower at 70 - 80°C • Further testing needed
Summary of test results ** General corrosion attacks *** Local corrosion attacks * Bolt of AISI 316L broke
Summary and Conclusions • Austenitic stainless steels vulnerable to SCC on oxygen side of high-pressure alkaline electrolysers at elevated temperatures • Alternatives • Use of alloy 28 (if available) • Use of Duplex 2205 with increased temperature safety limit • Special focus on weld procedure (max. temperature) • Use of Duplex 2205 with nickel base alloy weld filler material • Further qualification with regards to localised corrosion needed • Nickel base alloys in vulnerable pipes • Non-welded connections (without residual tensile stresses) • Practical modifications • Duplex 2205 piping with non-welded connections • Welded Duplex 2205 in tanks • Decreased temperature from 80°C to 60°C.