Download
1 / 29
290 likes | 422 Views
Manufacturing Work Cell Redesign for Sentry Group of Rochester (02001). Kyle Hagadorn Jacob Feldman Julie Allen Chris Isaacson Carolyn Strock Erik Tracy. Presentation Format. Introduction and Needs Assessment Problem Identification Developed Concepts Flow Analysis

E N D
Manufacturing Work Cell Redesign for Sentry Group of Rochester (02001) Kyle Hagadorn Jacob Feldman Julie Allen Chris Isaacson Carolyn Strock Erik Tracy
Presentation Format • Introduction and Needs Assessment • Problem Identification • Developed Concepts • Flow Analysis • Financial Analysis • Conclusions
Needs Assessment • Sentry Group charged our design team with eliminating all ergonomic problems associated with their fireproof safe filling work cell • The design team was also charged with improving the production flow and production flexibility (meeting the same demand with fewer operators) of this cell
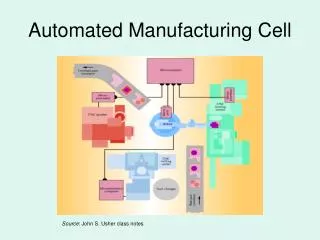
Introduction and Needs Assessment Current Work Cell
Ergonomic Problem #1Lid Transport • Workers must manually lift and transport full safe lids from one line to another • Filled safe lids can weight up to 34 pounds
Push Forces (lbf.) Current Caps (gray) 75 72.5 62.5 67.5 70 Average: 69.5 Ergonomic Problem #2Cap Driving • Operators must drive in 4 caps for each safe body by hand • Operator Complaints • Methods Used • Push Forces Measured & Upper Limit • Eliminate 1 or 2 Punches in Safe Design
Push Forces Body (lbf.) AFS type cement 0.8 1.2 1.6 2.0 32.5 31 32 32.5 35 30 32.5 33 32.5 33 30 34 32.5 34 33.5 32.5 33.125 32 32 33 Average 32.5312 Overall Push Force Average 35 Maximum Push Force Ergonomic Problem #3Manual Safe Advancement • Operators Manually Advance The Full Safe Bodies After They Have Been Filled • Traverse/Lateral Force Used To Advance Safes • Effect Of This Type Of Force & Upper Limit
Lid Weights 0.8 1.2 1.6 2 Lid AFS 15 21 29 34 Lid BSF 10 14 19 23 Ergonomic Problem #1: Lid Transport Workers were manually lifting and placing lids weighing up to 34 lbs.
NIOSH Lifting Equation Recommended Weight Limit (RWL): 14.2 lbs
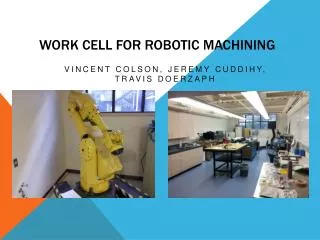
Partially Automated Conveyor Assist Method Automated Conveyor Transport System Solutions
Implementation A servo-driven push arm will advance the safe lids to the safes, eliminating the operator and all of the ergonomic risks factors associated with the advancement
Developed Concepts: Caps(Existing Caps) • Existing Cap • Off The Shelf Cap
Developed Concepts: Caps (Redesigned Cap) • Less Material Allows For Elastic Deformation • Causing Easier Insertion
Redesigned Cap Push Forces Optimizing Final Cap Design Angle
Developed Concepts: Safe Filling • Dual Safe/Dual Hose Filling Method
Developed Concepts: Safe Filling • Dual Safe/Dual Hose Filling Method • 80% Automated, Manual Top Off At Later Date (Christmas)
Developed Concepts: Safe Filling • Step-By-Step Assembly Instructions Manual
Production Flow • New concepts analyzed via Arena simulation software • Dual safe filling • Inline safe body filling • Fill and cap lids with one operator • Automatic movement of lids onto bodies • 80 percent fill of bodies with top off • Combinations of the concepts
Simulation Output (Results) Current System Inline Filling
Simulation Output Continued 80% Fill w/ Top off Dual Hose Fill
Flow Conclusions • Servo pusher arm allows one operator to more efficiently produce lids than 2 operators could previously produce. • 80 percent filling of bodies with top off has fastest throughput times. • Dual hose and 80% fill times would most likely decrease with more practice and operator acceptance. • Dual hose and 80% fill allow for a 21% increase in production numbers, provided that the servo pusher arm can operate fast enough.
Developed Concepts: Layout • Original Layout
Developed Concepts: Layout • Dual Safe/Dual Hose Filling Layout Design
Financial Analysis • Because the implementation of many of these concepts is an ongoing process, costs can only be estimated. • A one-time investment of approximately $9,000 will yield an annual savings of $65,000-$85,000 • Future implementation of the 80% fill and top off could lead to an additional annual savings of $50,000-$65,000 • Total annual savings will be $115,000 - $150,000 if all aspects are implemented
Conclusions • All ergonomic problems identified will have been eliminated or reduced to acceptable limits pending final implementation by Sentry Group • Production throughput and flexibility will also improve significantly pending implementation of 80% fill and top off method