Download
1 / 18

E N D
Joining Polymer Parts Chapter
Vibration Welding This is what is said to be the largest vibration-welded plastic intake manifold in North America: it‘s for the Ford 5.4-liter SOHC Triton V8 engine (used for F-Series, Econoline, Expedition, and Excursion applications). The manifold was developed by a team consisting of representatives from Ford, molder Montaplast North America, and plastics-supplier DuPont Automotive. How big? 16.3-kg of Zytel welding-enhanced PA 66 nylon resin are used. The welding enhancement is important in that there is a 4-meter long vibration weld that joins the bottom and top halves of the manifold. http://www.autofieldguide.com/articles/050003.html
http://www.automotive.dupont.com/en/pdfFiles/nylonUnderthehood.pdfhttp://www.automotive.dupont.com/en/pdfFiles/nylonUnderthehood.pdf
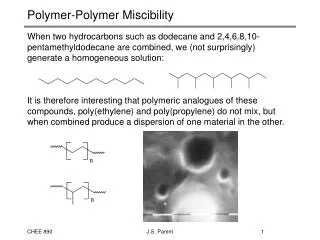
That is, he says that in 1998, 100% of the air intake manifolds produced in the Americas were made with nylon 66. This is the material that started it all. So the equipment necessary to make manifolds with this material—mainly lost-core molding—is in place. There is installed capacity. But in the not-too-distant future, as there are manifold redesigns, there is, that data describe, a change to nylon 6 which, Ferrighetto explains, provides an overall cost advantage in that there is a lower capital equipment cost (the approach here is to make separate parts that are joined through vibration welding), a reduced cycle time, and a slightly lower material cost. The numbers indicate that by 2004, there may be a 60/40 split between 66 and 6.
Ultrasonic Welding www.twi.co.uk/professional/ getFile/jk61.html
Hot Plate Welding www.twi.co.uk/j32k/ getfile/pjkhotplate.html
Snap fit calculator from Engineer’s Edge www.engineersedge.com/ snap_fit_tapered.htm Snap fit Design excerpt from Paul E. Tres’ book http://engr.bd.psu.edu/pkoch/plasticdesign/snap_design.htm
Recommended Living Hinge Feature for Polypropylene1 http://www.dow.com/polyolefins/about/pptechctr/design/fig_tab/livhinge.htm
The COMpliant fishing PLIERS (COMPLIERS®) are designed to conveniently remove fish hooks through a combination of grasping and disgorging actions. This special compliant mechanism design allows easy and safe removal of hooks. Compliers®, a one-piece design, are molded from an advanced engineering polymer. www.tackleman.co.nz/ products.html
Compliant Mechanism research.et.byu.edu/ llhwww/special/parallel.html http://research.et.byu.edu/llhwww/intro/advantage.html Bistable Mechanism http://research.et.byu.edu/llhwww/current_research/bistable_mech/bistable_page.html