Download
1 / 1
30 likes | 275 Views
Supplementary Cementitious Materials for Mitigating Kraft Pulp Fiber-Cement Composite Degradation. Flexure Testing Results. Benjamin Mohr 1 , Joseph Biernacki 2 , Kimberly Kurtis 1.

E N D
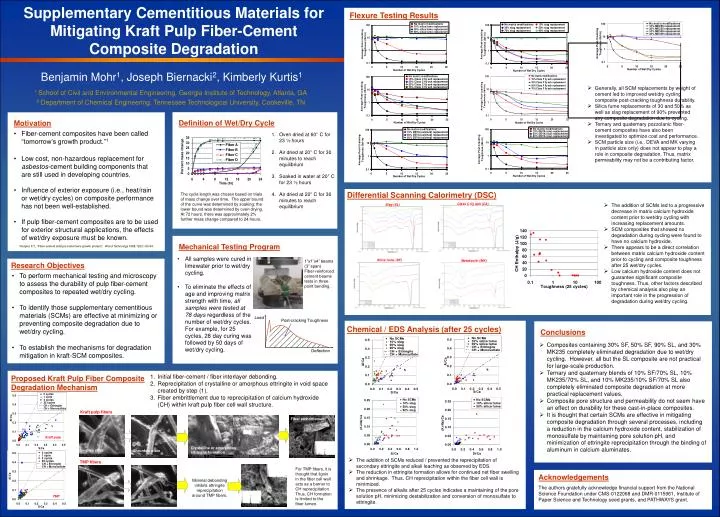
Supplementary Cementitious Materials for Mitigating Kraft Pulp Fiber-Cement Composite Degradation Flexure Testing Results Benjamin Mohr1, Joseph Biernacki2,Kimberly Kurtis1 • Generally, all SCM replacements by weight of cement led to improved wet/dry cycling composite post-cracking toughness durability. • Silica fume replacements of 30 and 50% as well as slag replacement of 90% prevented any composite degradation due to cycling. • Ternary and quaternary pozzolanic fiber-cement composites have also been investigated to optimize cost and performance. • SCM particle size (i.e., DEVA and MK varying in particle size only) does not appear to play a role in composite degradation. Thus, matrix permeability may not be a contributing factor. 1 School of Civil and Environmental Engineering, Georgia Institute of Technology, Atlanta, GA 2 Department of Chemical Engineering, Tennessee Technological University, Cookeville, TN Definition of Wet/Dry Cycle Motivation • Fiber-cement composites have been called “tomorrow’s growth product.”1 • Low cost, non-hazardous replacement for asbestos-cement building components that are still used in developing countries. • Influence of exterior exposure (i.e., heat/rain or wet/dry cycles) on composite performance has not been well-established. • If pulp fiber-cement composites are to be used for exterior structural applications, the effects of wet/dry exposure must be known. Oven dried at 60° C for 23 ½ hours 2. Air dried at 20° C for 30 minutes to reach equilibrium 3. Soaked in water at 20° C for 23 ½ hours 4. Air dried at 20° C for 30 minutes to reach equilibrium Differential Scanning Calorimetry (DSC) The cycle length was chosen based on trials of mass change over time. The upper bound of the curve was determined by soaking; the lower bound was determined by oven drying. At 72 hours, there was approximately 2% further mass change compared to 24 hours. Class C fly ash (CA) • The addition of SCMs led to a progressive decrease in matrix calcium hydroxide content prior to wet/dry cycling with increasing replacement amounts. • SCM composites that showed no degradation during cycling were found to have no calcium hydroxide. • There appears to be a direct correlation between matrix calcium hydroxide content prior to cycling and composite toughness after 25 wet/dry cycles. • Low calcium hydroxide content does not guarantee significant composite toughness. Thus, other factors described by chemical analysis also play an important role in the progression of degradation during wet/dry cycling. Slag (SL) Mechanical Testing Program 1 Kurpiel, F.T., “Fiber-cement siding is tomorrow’s growth product”, Wood Technology 1998;125(1):50-54. • All samples were cured in limewater prior to wet/dry cycling. • To eliminate the effects of age and improving matrix strength with time, all samples were tested at 78 days regardless of the number of wet/dry cycles. For example, for 25 cycles, 28 day curing was followed by 50 days of wet/dry cycling. Silica fume (SF) Metakaolin (MK) 1”x1”x4” beams (3” span) Fiber-reinforced cement beams tests in three-point bending. Research Objectives • To perform mechanical testing and microscopy to assess the durability of pulp fiber-cement composites to repeated wet/dry cycling. • To identify those supplementary cementitious materials (SCMs) are effective at minimizing or preventing composite degradation due to wet/dry cycling. • To establish the mechanisms for degradation mitigation in kraft-SCM composites. Load Post-cracking Toughness Conclusions Chemical / EDS Analysis (after 25 cycles) • Composites containing 30% SF, 50% SF, 90% SL, and 30% MK235 completely eliminated degradation due to wet/dry cycling. However, all but the SL composite are not practical for large-scale production. • Ternary and quaternary blends of 10% SF/70% SL, 10% MK235/70% SL, and 10% MK235/10% SF/70% SL also completely eliminated composite degradation at more practical replacement values. • Composite pore structure and permeability do not seem have an effect on durability for these cast-in-place composites. • It is thought that certain SCMs are effective in mitigating composite degradation through several processes, including a reduction in the calcium hydroxide content, stabilization of monosulfate by maintaining pore solution pH, and minimization of ettringite reprecipitation through the binding of aluminum in calcium aluminates. Deflection • Initial fiber-cement / fiber interlayer debonding. • Reprecipitation of crystalline or amorphous ettringite in void space created by step (1). • Fiber embrittlement due to reprecipitation of calcium hydroxide (CH) within kraft pulp fiber cell wall structure. Proposed Kraft Pulp Fiber Composite Degradation Mechanism Kraft pulp fibers Fiber embrittlement 100 μm 100 μm Kraft pulp Crystalline or amorphous ettringite formation Swollen state Shrunken state • The addition of SCMs reduced / prevented the reprecipitation of secondary ettringite and alkali leaching as observed by EDS. • The reduction in ettringite formation allows for continued net fiber swelling and shrinkage. Thus, CH reprecipitation within the fiber cell wall is minimized. • The presence of alkalis after 25 cycles indicates a maintaining of the pore solution pH, minimizing destabilization and conversion of monosulfate to ettringite. TMP fibers For TMP fibers, it is thought that lignin in the fiber cell wall acts as a barrier to CH reprecipitation. Thus, CH formation is limited to the fiber lumen. Acknowledgements The authors gratefully acknowledge financial support from the National Science Foundation under CMS-0122068 and DMR-0115961, Institute of Paper Science and Technology seed grants, and PATHWAYS grant. Minimal debonding inhibits ettringite reprecipitation around TMP fibers. TMP


![[Supplementary materials]](https://cdn1.slideserve.com/2110594/slide1-dt.jpg)