Download
1 / 44
660 likes | 1.74k Views
CHE 481-483: Process Design Final Design Project Presentation Chemical & Biological Engineering Department Drexel University. Manufacture of Ethylene Glycol. Design Team:. Academic Advisor: Dr. George Rowell Industrial Advisor: Mr. Steven Schon, P.E. . Project Scope. Chong McLaren.

E N D
CHE 481-483: Process DesignFinal Design Project PresentationChemical & Biological Engineering DepartmentDrexel University Manufacture of Ethylene Glycol Design Team: Academic Advisor: Dr. George Rowell Industrial Advisor: Mr. Steven Schon, P.E.
Project Scope Chong McLaren
Size of Plant • Ethylene Glycol • 896 MM lbs/Yr • 99.8% Purity (Polyester Fiber Grade) • Diethylene Glycol (By-product) • 2.2 MM lbs/Yr • 99.6% Purity • Raw Material • Ethylene: 484 MM lbs/Yr • Oxygen: 370 MM lbs/Yr at 99% Purity
Location • Port Arthur, TX • BASF/ATOFINA steam cracker • Grass-Roots Site • Self Sufficient Unit (Utilities & WWTP)
Production of EO Technology • EO Reactor • Shell Technology vs. Chlorohydrin process • Silver Catalyst • Efficient & Environmentally friendly • No unwanted byproduct • Ethylene Conversion: 12.5% • Oxygen vs. Air • Reduce quantities of inert gases into recycle • Eliminate the need for a purge reactor system • Higher selectivity: 65-75% vs. 85-90% • Higher operating cost • Higher risk of handling
Production of EG Technology • EG Reactor • Ion Exchange Catalyst vs. No Catalyst • Hydrolysis of EO • Reduce operating temperature by 150 °F • Reduce amount of excess water • Water:EO - 20:1 to 4:1 • EO Conversion: 98% • Higher MEG selectivity: 91% vs. 98%
Chemistry • Ethylene Reaction: • C2H4 +1/2 O2 → C2H4O • Side Reactions: • C2H4 + 3 O2 → 2 CO2 + 2 H2O • C2H4O + 2 1/2 O2 → 2 CO2 + 2 H2O • EO Reaction: • C2H4O + H2O → C2H6O2 • C2H4O + C2H6O2 → C4H10O3
Market Analysis • EG Worldwide Production • 31.2 Billion lbs/Yr • 20% in US • GLYDE: 896 MM lbs/Yr of EG Production • 3% of World market • 14% of US market • Growth Rate • 6%-7% globally per year between 2006 - 2010
Market Analysis • Polyester Grade EG • Demand for Derivatives Uses • Demand of EG ↑, Demand in End-Use Segments ↑ • automobile coolant, antifreeze additive, fiber, film, PET bottles, solvent in printing ink
Process Description Nick Mitchell
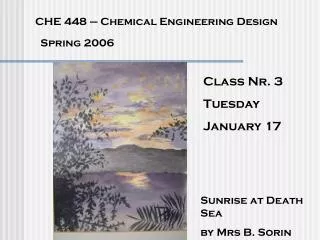
Section 200: EO Absorption Section Section 100: EO Reaction Section Section 500: EG Purification Section Section 400: EG Reaction Section Section 300: CO2 Removal Section Ethylene Feed Prep Purge Flare CO2 Absorber CO2 Oxygen EO Reactor EO Absorber OMS CO2 Stripper EO Stripper EG EG Reactor EG Dehydration DEG EG Purification Block Flow Diagram • Ethylene Feed Prep • Oxygen Mixing Station • Ethylene Oxide Reactor • Ethylene Oxide Absorber • Ethylene Oxide Stripper • Carbon Dioxide Absorber • Carbon Dioxide Stripper • EG Reactor • EG Dehydration • EG Purification
Section 100: EO Reaction • Recycle Compressor • 8,600 cfm • 2,900 HP • 2 Stages • Oxygen Mixing Station • Safe Mixing of Oxygen • Avoiding Flammability Range Reactor & Cooler • 150 MM Btu/hr to Oil System
Section 200: EO Absorption EO Stripper • D = 10 ft • 20 Trays • Feed @ 10 • Required EO/Water Concentration EO Absorber • D = 10 ft • Structured Packing • HETP = 24 in. • Packing H = 40 ft
Section 300: CO2 Removal Absorber Vapor CO2Stripper • D = 4 ft • 15 Trays • Feed @ 1 CO2 Absorber • D = 4 ft • Structured Packing • HETP = 24 in. • Packing H = 40 ft
Section 400: EG Reaction Stripper Distillate
Key Process Assumptions • Overall Heat Transfer Coefficients • 150 Btu/hrsqft oF • Boiling or Condensing • Liquid/Liquid • 50 Btu/hrsqft oF Elsewhere • Gas/Liquid • Gas/Gas • EO Reactor • Pressure Drop • 15 psi in Packed Bed Reactors • 6 psi in Heat Exchangers • < 3 psi in Vacuum Heat Exchangers • Pressure Drop in Columns Estimated by Aspen
Key Process Assumptions • Purity of Raw Materials • Ambient Temperature & Humidity • Wet Bulb Temperature for Cooling Water • Operating Time • 8,100 hrs/yr (~4 wks downtime)
Key Process Assumptions • EO Reaction Kinetics • Shell Catalyst is Proprietary • Conversion & Selectivity • EG Reaction Kinetics • Ion Exchange Resin only used in Lab Scale • Pilot Plant Required to test BOTH Catalysts
Economic Feasibility Timre Segear
Other Capital Costs Assumptions • Five miles of piping uninstalled cost $1MM • Cost factor of 5 for a total of $5 MM • Oxygen Mixing Station uninstalled cost of $1 MM • Cost factor of 4.44 for a total of $4.4 MM • Seader, Seider and Lewin • 600 MM lbs/yr in 1995 $80 MM • 896 MM lbs/yr in 2006 $123 MM • Reassuring our capital cost ($175 MM) is reasonable
Total = 38 c/lb Total = 23.3 c/lb
Design Case 19% Hurdle Rate 12%
Capital Cost Sensitivity Capital Cost – 175 $MM Design Case 19% Hurdle Rate 12% Capital Cost
Design Case 88% EO 98% EG Increasing EO Selectivity Increasing EG Selectivity
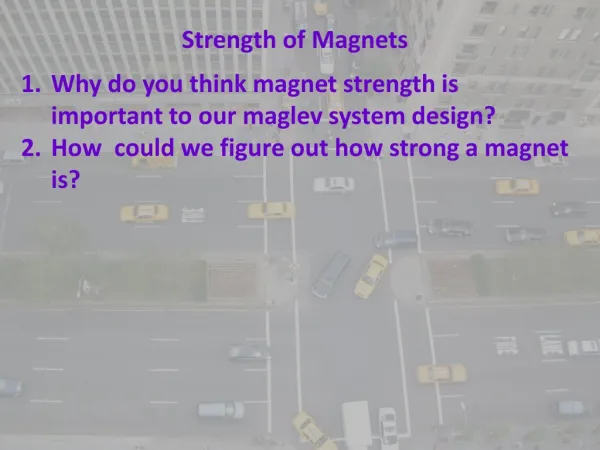
Price/Capacity Sensitivity Ethylene Glycol - 896 MMlb/yr 40% Current Market Price 35% 1000 MM lb/yr 30% 896 MM lb/yr 25% Design Case 19% DCF IRR, % 20% 600 MM lb/yr 15% 10% Hurdle Rate 12% 5% 0% $0.30 $0.35 $0.40 $0.45 $0.50 Price (2006) $0.38, $/lb
Economic Conclusions • Total Capital Costs $175 MM • Raw Materials is major manufacturing cost • Anticipated Internal Rate of Return: 19% • Hurdle rate: 12% • Break even period: 3 years • Preliminary results lead us to believe this is an economically feasible process
Safety & EnvironmentConclusions & Recommendations Suroor Manzoor
Safety • Safety Concerns • Ethylene • Highly Explosive and Hazardous • Oxygen mixing station • Potential Source of Explosion • Located in Bunker • Ethylene Oxide • Very Toxic • Human Carcinogen
Safety • Risk Management • Utilities Consideration • Shut off Oxygen & Ethylene Supply • Back up generator • Shut Down • Fire Prevention • Fire Suppression System • Shut off all gas streams • Wrong Feed Ratios
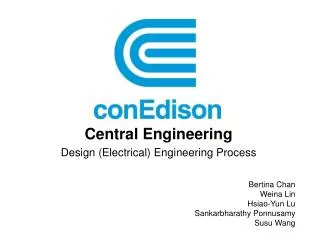
Safety • Risk Management • Leaks and Spills • Ventilate Area • Isolate Area • Spill Collected or Absorbed • Process Waste • Flare • Recycle and Blending • Plant Layout
PREVAILING WIND SE 50 ft MAIN ROAD C-501 C-101 MAIN GATE E-101 E-401 E-102 E-402A R-401 WAREHOUSE MAINTENANCE BLDG R-101 PARKING E-402B E-103 V-401 T-201 SHIPPING & RECEIVING MACHINE SHOP E-201 PIPE RACK E-204B E-501A T-501 E-202A E-204C E-501B E-202B ROAD E-204D V-501 E-501C OFFICE LAB E-202C E-204E E-502A P-501 P-201 E-203 E-502B E-204A V-201 P-503 CONTROL South East T-502 T-202 V-202 V-502 E-503 P-202A E-205 E-504 P-502 P-202B ROAD PIPE RACK P-504 E-206 P-203A P-505 P-203B P-506 T-301 TK-102 TK-101 P-301A V-601 E-301 TK-105 E-601 P-601 P-301B P-303 TK-103 TK-104 P-602 ETHYLENE PREP OXYGENPLANT N2 TANKS LOADING STATIONS ROAD GATE RAILROAD SIDING UTILITIES WASTE WATER PLANT O2 MIXING STATION FLARE
Environmental • All raw materials/products biodegradable • DEG byproduct Sold • Waste Management • Streams recycled to optimize process • No process waste water • WWTP • Bottoms from EG Purification blended into MEG product stream • Emissions
Issues • Economics • Ethylene price • 1c/lb is a difference of $9 million/yr • Technical • Reaction kinetics of silver catalyst proprietary • Glycol resin catalyst only tested on lab-scale • Product • Purity of Ethylene Glycol • The final price drops by 25% if purity is in the range 98-99.8%
Conclusions • Capital investment: $175 million • Production rate: 896 million lb/year EG • Anticipated Internal Rate of Return: 19% • Break even period: 3 years • Hurdle rate: 12% • Economically Feasible Process
Recommendations • Lock Ethylene price • Process Optimization • Heating, Cooling • CO2 • Catalyst
Acknowledgements • Dr. George Rowell • Mr. Steve Schon, P.E. • Dr. Richard Cairncross • Dr. Elihu Grossmann
Questions Nick vs Chong Suroor Timre