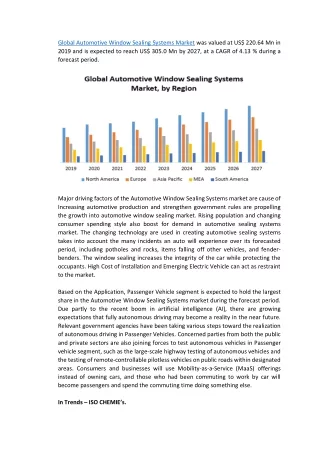
Download
1 / 27
280 likes | 704 Views
Elastomer Developments for Sealing Automotive Climate Control Systems Using Carbon Dioxide. Dale M. Ashby & Gerhard Buch O-Ring Division Parker Hannifin. Topics to be Discussed. Introduction Design Theory Elastomer Development Theory CO2 Testing Programs Application Field Trials

E N D
Elastomer Developments for Sealing Automotive Climate Control Systems Using Carbon Dioxide Dale M. Ashby & Gerhard Buch O-Ring Division Parker Hannifin
Topics to be Discussed • Introduction • Design Theory • Elastomer Development Theory • CO2 Testing Programs • Application Field Trials • Conclusions and Future Work
Introduction • Most Work has been Proprietary • Huge Variety of Lubricants Available • Many Hardware Challenges in Addition to the Elastomer Issues • Research Performed in US and Europe with Specific Customers
Seal Design • Design factors include: • Pressure Range of Operation • Temperature Envelope • Connector Geometry • Surface Finish of Mating Parts • Lubricant Used (type AND mfg) • Elastomeric recipe • Environmental Factors (vibration,safety,etc)
Seal Design • Typical Design example: • CO2 Pressure of 2200 psig • Upper Temperature of 300 F • Lubricating Oils of PAG, PAO or POE • Seal Configurations include Bonded seals, O-rings, Square-cuts, and Custom Molded Shapes
Useful Temperature Range of Candidates • Ethylene Propylene (EPDM) -45 to 150C • Ethylene Acrylate (AEM) -35 to 150C • Ethylvinyl Acetate (EVM) -30 to 150C • Neoprene (Polychloroprene) (CR) -35 to 110C • Fluorocarbon (FKM) -30 to 200C • Hydrogenated Nitrile (HNBR) -35 to 150C
Candidate Refrigeration Oils for CO2 • Mineral Oil • POE (PolyolEster) • AB(Alkyl Benzene) • PVE(Polyvinyl Ether) • PAG (Polyalkylene Glycol) • PAO(Polyalpha Olefin)
Relative Resistance of Various Polymers168 Hrs @ 100C AEM FKM HNBR EPDM EVM POE A Hardness Chg, pts -5 +1 -6 -2 -7 Volume Chg, % +21.5 +8 +14 +9.8 +26 POE B Hardness Chg, pts -6 +1 -9 -3 -7 Volume Chg, % +24.5 +15.5 +28 +17.1 +21
Relative Resistance of Various Polymers168 Hrs @ 100C AEM FKM HNBR EPDM EVM PAG A Hardness Chg, pts -5 -2 -9 -1 -9 Volume Chg, % +23 +9.8 +12 +8.5 +26.5 PAG B Hardness Chg, pts -5 -3 -13 -9 -10 Volume Chg, % +31 +14.5 +27 +18 +39
Effect of Compounding on PAG A Oil Resistance after 168 hrs @ 100C EPDM AEPDM B Hardness Change, pts (Shore A) -1 -7 Volume Change, % +8.5 +17.9 Surface Deterioration None Moderate
Effect of Compounding on PAG A Oil Resistance after 168 hrs @ 100C FKM A FKM B Hardness Change, pts (Shore A) -2 -8 Volume Change, % +9.8 +18.1 Surface Deterioration None Moderate
Effect of Compounding on PAG A Oil Resistance after 168 hrs @ 100C HNBR AHNBR B Hardness Change, pts (Shore A) -9 -18 Volume Change, % +12.0 +38.5 Surface Deterioration Moderate Severe
CO2 Testing Program Project Partners FahrzeugHydraulik
Testing Program Low and High Temperature Properties Requirements (Compressor): -40 to 150°C (suction) and -40°C to 180°C (discharge + shaft seal) Important: gas tightness required and dynamics (temperature cycles & vibrations)
Testing Program Low Temperatures: Test: Storage of elastomer specimen at below -40°C under air and CO2 atmosphere Result: Significantly higher flexibility of samples being under CO2 atmosphere compared to those being under air.
Testing Program High Temperatures: Test: Heat aging of O-Rings 2 weeks @ 200°C under air and CO2 atmosphere Result: Cracks, hardness increase & high com- pression set on EPDM under air atmosphere.Significantly better results under CO2
Testing Program High Temperatures: Test: Heat aging of O-Rings 2 weeks @ 200°C under air and CO2 atmosphere Air CO2
Testing Program Explosive Decompression (ED) Test: Rapid decompression within seconds after CO2 saturation at -42°C and 150°C. 5 repeated cycles at 150°C. Result: HNBR C best (no damages), followed by FKM C and EPDM C. All other elastomers tested suffered partially heavy damages.
Testing Program Explosive Decompression (ED) Examples for typical damages:
Testing Program Lubricant Compatibility Test: Immersion of slabs in different lubricants 2 weeks @ 150°C Result: Excellent compatibility of FKM C with Lubricants tested. EPDM C showed limitations with experimental POE & PAG formulations.
Testing Program Volume Change [% ] Hardness Change [IRHD] 25 0 20 -2 15 -4 10 -6 5 -8 0 -10 FKMLub. A FKMLub. B EPDMLub. A EPDMLub. B HNBRLub. A HNBRLub. B FKMLub. A FKMLub. B EPDMLub. A EPDMLub. B HNBRLub. A HNBRLub. B Lubricant Compatibility Results 2 weeks @ 150°C Lubricant A = Conventional Lubricant, used for 134a Lubricant B = Experimental High Performance Lubricant designed for CO2
Testing Program Permeation Effects Test: Permeation measurement on slabs Result: In line with the results already published [1]. At high temperatures FKM, EPDM, FKM have similar performance. At temperatures near CO2 critical point permeation coefficient of FKM strongly increasing with pressure.
Testing Program Permeation Effects
Application Field Trials Compressor using O-Ring materials: FKM C & EPDM C, tests done by Tests: High temperature aging, system bench tests, vehicle system tests. Results: No system failure due to seals. No damage found on seals which are related to temperature or lubricant exposure. Low compression set values even for EPDM Fluid compatibility major factor FahrzeugHydraulik
Application Field Trials Leakage measurement on different connector designs using FKM C & EPDM C O-Rings, tests done by Germany Schematic connector sealing design example: Installation guidance device FKM O-Ring EPDM O-Ring
Conclusions • Lubricating Oil Compositions Vary Widely • Specific Elastomer Formulations must be Evaluated • Explosive Decompression Issues Continue • Design approach Must be Included in the Overall Solution
Future Work • Evaluate Additional Lubricants • Develop Additional Tailored Recipes • Continue to Investigate Permeation Resistant Compounds • Investigate the ED Issue through Seal Designs and Novel Compounding • Evaluate Additional Design Concepts