Download

1 / 19
0 likes | 6 Views
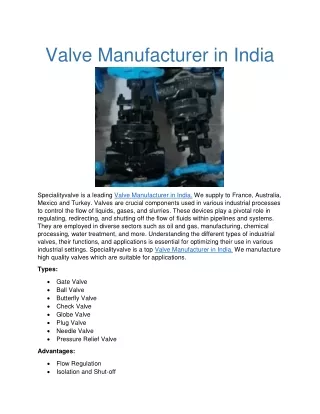
Double Block and Bleed Valves play a crucial role in industrial applications by ensuring complete system isolation, enhancing safety, and enabling efficient maintenance. With their advanced design, material flexibility, and adherence to international standards, DBB valves are indispensable in industries such as oil and gas, chemical processing, and power generation.<br><br>Their ability to provide reliable sealing and minimize leakage makes them a preferred choice for critical operations. Businesses looking to enhance system safety and operational efficiency should invest in high-quality DBB valves

E N D
WHAT IS A DOUBLE BLOCK AND BLEED VALVES? DBB VALVES A DBB valve integrates two isolation valves and a bleed valve, ensuring secure blockage on both sides while safely discharging trapped fluid. Ideal for depressurizing systems during maintenance or inspection without halting operations.
WHY CHOOSE DOUBLE BLOCK AND BLEED VALVES
Isolating pipelines for maintenance or repair. • Ensuring safety during meter calibration. • Preventing cross-contamination in crude oil and gas streams. • Depressurizing systems for pigging operations. • Enhancing safety in offshore and onshore drilling rigs.
CHEMICAL PROCESSING • Isolating hazardous chemical pipelines. • Preventing leaks in processes involving corrosive fluids. • Ensuring safe maintenance of heat exchangers and reactors. • Allowing safe depressurization in hazardous zones. • Protecting personnel during toxic gas handling operations.
POWER GENERATION • Isolating high-pressure steam lines. • Ensuring safe maintenance of turbines and boilers. • Protecting systems during hydrostatic testing. • Controlling flow in critical cooling water circuits. • Safeguarding pressure-sensitive equipment in power plants.
PHARMACEUTICAL INDUSTRY • Isolating pure water and chemical pipelines. • Preventing cross-contamination in drug manufacturing processes. • Ensuring sterile maintenance of production systems. • Managing high-purity gas lines during calibration. • Supporting safe depressurization for cleaning validation.
FOOD AND BEVERAGE INDUSTRY • Ensuring clean isolation of liquid and gas lines. • Preventing cross-contamination in processing lines. • Safeguarding systems during maintenance in CIP/SIP processes. • Controlling flow in carbonated beverage production. • Maintaining hygiene standards in high-pressure pipelines.
MARINE INDUSTRY • Isolating fuel oil and ballast systems. • Ensuring safe maintenance of hydraulic pipelines. • Preventing leakage in ship engine cooling systems. • Isolating and depressurizing fire suppression systems. • Managing flow control in cargo transfer operations.
WATER TREATMENT • Isolating pipelines carrying treated and untreated water. • Depressurizing filtration systems for maintenance. • Preventing cross-contamination in chemical dosing systems. • Managing flow in desalination and RO systems. • Enhancing safety during storage tank operations.
AEROSPACE INDUSTRY • Isolating high-pressure fuel systems in aircraft. • Controlling hydraulic systems during ground testing. • Safeguarding cryogenic systems for spacecraft applications. • Preventing leaks in pressurized gas systems. • Ensuring safety in auxiliary power unit maintenance.
PULP AND PAPER INDUSTRY • Isolating high-pressure steam lines in paper mills. • Controlling chemicals in bleaching processes. • Depressurizing pipelines for maintenance in pulp processing. • Preventing leakage in black liquor recovery systems. • Safeguarding valves in pressurized water systems for cleaning.
PRODUCT EFFECTIVENESS Double Block and Bleed (DBB) Valves ensure reliable system isolation, prevent leakage, and enhance operational safety. Their compact design minimizes maintenance downtime, ensures precise depressurization, and reduces the risk of cross-contamination in critical applications.
DBB VALVES Double Block and Bleed Valves enhance safety, prevent leakage, reduce maintenance downtime, and ensure precise isolation and depressurization in critical systems, making them ideal for various industries. Enhanced Safety: Prevents leakage and ensures system integrity during maintenance. Compact Design: Combines two isolation valves, saving space and weight. Efficient Maintenance: Allows depressurization without shutting down the entire system. Cost-Effective: Reduces the need for multiple valves and associated piping. Leak Prevention: Ensures complete blockage and avoids cross-contamination.
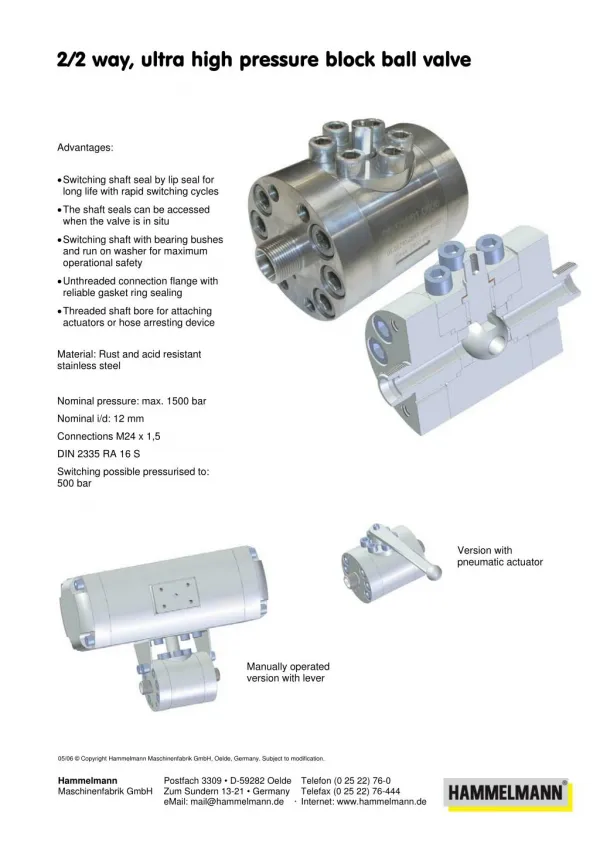
TECHNICAL SPECIFICATIONS OF DOUBLE BLOCK AND BLEED VALVES • Valve Type: Ball, Gate, Plug, Needle, or Globe valves. • Sizes: From ½ inch to 24 inches. • Pressure Rating: ANSI Class 150 to 2500 or PN equivalent. • Temperature Range: -50°C to +400°C. • End Connections: Flanged, Threaded, Butt Weld, or Socket Weld. • Materials: Carbon Steel, Stainless Steel, Duplex Steel, and Alloys. • Design Standards: API 6D, ASME B16.34, ISO 14313. • Testing Standards: API 598, ISO 5208 compliance. • Operation: Manual, Pneumatic, Hydraulic, or Electric Actuation. • Special Features: Fire-safe design, anti-static devices, and bleed valve for pressure relief.
TYPES OF DOUBLE BLOCK & BLEED VALVE Double Block And Bleed Valves