Download
1 / 3
30 likes | 43 Views
https://svrglobal.net/products/safety-valve/<br>

E N D
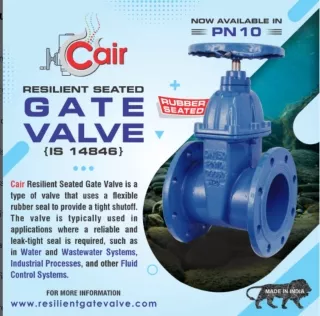
Safety Valve Manufacturer in USA SVR Global is a significant Safety Valve Manufacturer in USA that offers a wide range of Safety Valves. Our valves are tested to ensure that they meet all of our client requirements. We also provide customized Safety Valves that are tailored to specific industrial demands. Definition of a Safety Valve: The Safety Valve sometimes referred to as the Pressure Relief Valve is built to automatically open to release excess pressure and close once pressure levels have stabilized. When the pressure setting is reached, a safety valve opens quickly and remains open until the pressure drops below the actuating pressure set-point. Through the release of unintentionally overpressurized fluid systems, the damage is avoided. A safety valve acts as a backup valve. A safety valve is utilized as an integral part of a system, such as a pressure vessel, boiler, or other arrangements. The safety valves efficiently lower the pressure or temperature if they exceed their determining limitations by removing the substances from the system. Safety valves are rapidly and completely opened to prevent accidents. Following the release of the excess pressure, it closes to stop further fluid loss. A safety valve's main objective is to protect people, property, and the ecosystem. The maximum permitted overpressure is determined by the standards adhered to and the specific application. They can be categorized as having a quick opening or speed proportional to the opening pressure. Working principle of a Safety Valve: The spindle is lifted when the inlet pressure is operating. The downward pull of the spring opposes this lifting force. The valve opens if the inlet pressure is raised to the point where the combined upward force is greater than the spring force. Applications of Safety Valves: Safety Valves used for industrial as well as commercial applications for the air, steam, liquid and gases mainly in the following locations: •Aircraft Hydraulic Systems •Boiler Drums •Fuel Pump
•Heating Boilers •LNG & LPG •Pressure Reducing Stations •Pressure Vessels •Reheater Inlet (CRH) •Reheater Outlet (HRH) •Superheater Advantages of a Safety Valve: •Can handle high and low pressures •Does not require power to work •Quick acting •Self-actuated •Prevents backflow •Reduces the chances of unexpected valve failure Industries where Safety Valves are used: •Chemical •Energy •Gas •Oil •Petrochemical Types of Safety Valves: •Angle Safety Valve •Balanced Bellow Seal Safety Valve •Conventional Safety Valve A conventional safety valve is utilized in a variety of pressure equipment, including boilers, tanks, and pipelines. Both compressible and non-compressible fluids can be employed with it. Lifting levers or screw caps can be added to them. Leakage outside the valve is prevented by screwed caps. These valves are utilized in a variety of industries, including the petroleum, mining, chemical, and pharmaceutical industries. •Pilot Safety Valve •Spring Operated Pressure Relief Valve •Steam Safety Valve A steam safety valve is used to decrease the amount of pressure and expand steam that can damage the equipment. They’re used to keep steam systems and automobiles from overheating. This valve’s primary job is to reduce pressure, either manually or automatically. Wherever the maximum permitted working
pressure or pressure in the equipment is likely to be exceeded, it should be fitted. •Thermal Safety Valve A thermal safety valve protects equipment from overpressure caused by thermal expansion. They are used to sense heat levels and control the flow of fluids. It's very crucial to make sure the inlets aren't clogged because this type of valve won't work if they are. The main purpose of a thermal safety valve is to remove excessive pressure manually or automatically. When compared to other valves, they require less maintenance. Description of Safety Valves: SVR Global is a significant Safety Valve Manufacturer in USAproviding valves with the following specifications- Body Material: Cast Iron[A216 WCB, WCC, LCB, LCC, WC6, WC9], Ductile Iron, Duplex Steel, Stainless Steel [SS316, SS304, SS316L, SS904L, CF8, CF8M, F304, F316, F31L, F51, F3, F55, F91]. Class: 150 to 2500; PN10 to PN450 Ends: Buttweld, Flanged, Socketweld, Threaded Size: ½” to 24”; DN15 to DN600 Visit us to know more about various safety valves provided by SVR Global - https://svrglobal.net/products/safety-valve/