Download
1 / 3
0 likes | 8 Views
Material Handling Predictions For Stainless Steel Conveyor Belt Innovations

E N D
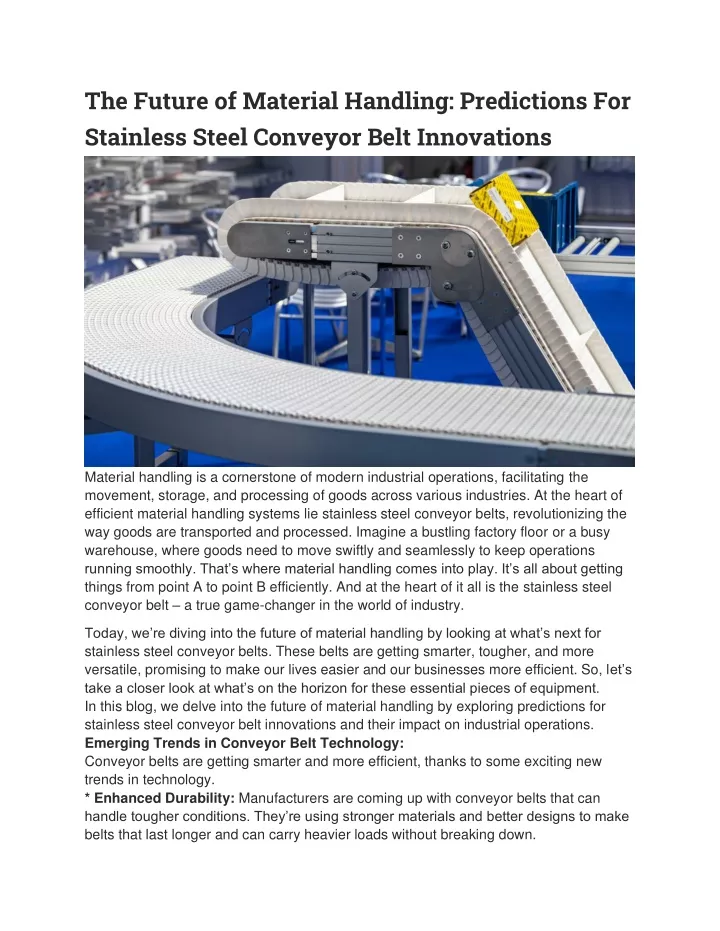
The Future of Material Handling: Predictions For Stainless Steel Conveyor Belt Innovations Material handling is a cornerstone of modern industrial operations, facilitating the movement, storage, and processing of goods across various industries. At the heart of efficient material handling systems lie stainless steel conveyor belts, revolutionizing the way goods are transported and processed. Imagine a bustling factory floor or a busy warehouse, where goods need to move swiftly and seamlessly to keep operations running smoothly. That’s where material handling comes into play. It’s all about getting things from point A to point B efficiently. And at the heart of it all is the stainless steel conveyor belt – a true game-changer in the world of industry. Today, we’re diving into the future of material handling by looking at what’s next for stainless steel conveyor belts. These belts are getting smarter, tougher, and more versatile, promising to make our lives easier and our businesses more efficient. So, let’s take a closer look at what’s on the horizon for these essential pieces of equipment. In this blog, we delve into the future of material handling by exploring predictions for stainless steel conveyor belt innovations and their impact on industrial operations. Emerging Trends in Conveyor Belt Technology: Conveyor belts are getting smarter and more efficient, thanks to some exciting new trends in technology. * Enhanced Durability: Manufacturers are coming up with conveyor belts that can handle tougher conditions. They’re using stronger materials and better designs to make belts that last longer and can carry heavier loads without breaking down.
* Improved Sanitation Features: Keeping things clean is crucial, especially in industries like food processing and pharmaceuticals. That’s why conveyor belts now come with features like self-cleaning mechanisms and easy-to-wash surfaces, making them a breeze to maintain and reducing the risk of contamination. * Increased Automation: Automation is the name of the game in modern industry, and conveyor belts are no exception. With advanced sensors and control systems, belts can now adjust their speed and direction automatically, optimizing efficiency and reducing the need for manual intervention. * Integration With Smart Technology: The future of conveyor belts is looking smart. They’re being integrated with Internet of Things (IoT) platforms, allowing them to communicate with other equipment and systems in real-time. This opens up a world of possibilities for monitoring, maintenance, and optimization. Applications Across Industries: Stainless steel conveyor belts are incredibly versatile tools that find applications across a wide range of industries, each benefiting from their unique features and capabilities. * Food Processing: In the food industry, stainless steel conveyor belts play a critical role in ensuring food safety and hygiene. These belts are designed with smooth surfaces and easy-to-clean materials, making them ideal for transporting food products without the risk of contamination. They are used for conveying raw ingredients, processed foods, and packaging materials, contributing to efficient and hygienic food processing operations. * Pharmaceuticals: Pharmaceutical manufacturing requires strict adherence to cleanliness and sterility standards to ensure product quality and safety. Stainless steel conveyor belts provide a sterile and contamination-free environment for drug production, with features such as smooth surfaces and corrosion-resistant materials. They are used for transporting pharmaceutical ingredients, tablets, capsules, and other medical products, maintaining the integrity of the manufacturing process and complying with regulatory requirements. * Automotive Manufacturing: In the automotive industry, stainless steel conveyor belts are utilized for various assembly and production processes. These belts offer durability, reliability, and resistance to harsh chemicals and oils commonly found in automotive manufacturing environments. They are used for conveying automotive parts, components, and assemblies through various stages of production, facilitating efficient assembly line operations and ensuring product quality and consistency. * Packaging And Distribution: Stainless steel conveyor belts play a crucial role in packaging and distribution operations, where they are used to transport packaged goods, parcels, and containers. These belts offer strength, durability, and smooth operation, allowing for the efficient movement of goods along conveyor lines. They are commonly used in warehouses, distribution centers, and shipping facilities to streamline the packaging, sorting, and distribution processes, improving productivity and reducing labor costs.
* Warehousing And Logistics: In warehousing and logistics, stainless steel conveyor belts are essential for the efficient movement and storage of goods. These belts are used for loading and unloading trucks, sorting packages, and transporting goods within warehouses and distribution centers. They offer versatility, reliability, and flexibility, enabling companies to optimize their warehousing and logistics operations and meet the demands of modern supply chains. * Environmental And Regulatory Considerations: As environmental concerns and regulatory requirements continue to shape the landscape of material handling practices, stainless steel conveyor belts are evolving to meet these challenges. Manufacturers are increasingly using eco-friendly materials and designing belts with hygienic features to ensure compliance with stringent food safety standards. Additionally, advancements in conveyor belt technology aim to minimize energy consumption and reduce environmental impact, aligning with sustainability initiatives across industries. * Collaborative Partnerships And Industry Initiatives: The future of stainless steel conveyor belt innovations hinges on collaborative partnerships between manufacturers, industry associations, and regulatory agencies. By working together, stakeholders can drive innovation, share best practices, and establish industry standards for conveyor belt design and operation. Initiatives such as research and development collaborations, training programs, and regulatory compliance initiatives are essential for fostering continuous improvement and ensuring the safety and reliability of conveyor systems. Conclusion: In conclusion, the future of material handling is bright with the promise of stainless steel conveyor belt innovations. Predictions for the future include advancements in smart technology, predictive maintenance, and integration with Internet of Things (IoT) platforms. As industrial operations continue to evolve, stainless steel conveyor belts will remain at the forefront of innovation, enabling businesses to achieve greater efficiency, reliability, and sustainability in their material handling processes. As a trusted provider of stainless steel conveyor belts, The Mark-Costello Co. is committed to delivering cutting-edge solutions that meet the evolving needs of modern material handling operations, driving progress and prosperity for businesses around the world.