Download
1 / 6
60 likes | 322 Views
Este prezentatu0103 asamblarea nituitu0103 u0219i defectele ce apar u00een cazul acestei asamblu0103ri nedemontabile.

E N D
Defectele asamblării nituite DEFECTE ALE ÎMBINĂRILOR PRIN NITUIRE. METODE SPECIFICE DE DETERMINARE ALE ACESTORA 1.Introducere Fabricarea unui aparat de zbor, necesită o serie întreagă de procese datorită complexității sale și proiectării tehnologiei sale de fabricație. Acesta trebuie să aibă în primul rând caracteristici tehnico- tactice care să-l situeze deasupra altor tipuri de aparate de zbor din aceeași clasă. În al doilea rând aparatul trebuie să se execute cu procedee și metode tehnice uzuale și cu materiale existente care să nu ducă la prețuri de cost mari și la un timp prea mare de fabricație. Condițiile tehnico-tactice pe care trebuie să le îndeplinească un aparat de zbor, sunt impuse de misiunile pe care trebuie să le execute în exploatare și de resursa ce trebuie acordată pe parcursul exploatării sale. Realizarea unui aparat de zbor cu performanțe înalte și caracteristici impuse, necesită executarea unei cercetăriprivind atât caracteristicile aerodinamice și de rezistență a celulei acestora cât și a instalațiilor de propulsie și speciale care trebuie să o echipeze. Se urmărește cu atenție proiectarea tehnologiei de fabricație atât pentru piesele detașate cât și pentru ansamblele principale ale aparatului de zbor. Cerințele care se impun tehnologiei de fabricație a avioanelor au dus pe de o parte la plasarea acesteia după știință și înaintea producției, în cadrul activității de asimilare a unui nou aparat de zbor, demonstrând că trebuie să se dea o mare importanță cercetării și pe de altă parte la ideea că asimilarea în producție trebuie să aibă la bază o tehnologie care să se transforme rapid atât în timp cât și în spațiu. Un astfel de produs foarte complex ca avionul, necesită, în cadrul fabricației, rezolvarea unei mulțimi diversificate de probleme. Un rol foarte important în proiectarea tehnologiei de fabricație a avioanelor îl are determinarea structurii proceselor tehnologice de fabricație, compuse din procese tehnologice de prelucrare a pieselor detașate (componente), din procese tehnologice de asamblare precum și din procesul tehnologic al montajului general al avionului. Procesele tehnologice de fabricare ale unui ansamblu sau subansamblu de avion, ca de exemplu pale de elice, tren de aterizare, aripă, ampenaj, fuzelaj etc., comportă pe lângă problemele generale și speciale de prelucrare și SDV-uri speciale pentru montare și prelucrare. Asamblarea prin nituire joacă un rol foarte important în construcția avioanelor. Aproape tot timpul elementele componente ale structurii sunt astfel asamblate și aceasta deoarece majoritatea construcțiilor aeronautice sunt realizate din duraluminiu sau alte aliaje asemănătoare care sunt metale ce nu se pot suda întotdeauna în bune condiții de rezistentă acceptabile pentru structura avioanelor. Nituirea este o operație delicată care necesită un mare număr de ore și căreia trebuie să i se dea o mare atenție, mai ales în cazul îmbinărilor etanșe. Din statisticile construcțiilor de avioane s-a determinat necesarul de nituri pentru îmbinarea elementelor detașate astfel: pentru avion monomotor de vânătoare - 50... 100 de mii (bucăți), avion de bombardament bimotor- 200.400 de mii (bucăți), avion de transport bimotor- 400.500 de mii (bucăți), avion de bombardament cu 4 motoare- 1,2.1,5 milioane (bucăți). Deși această operație este foarte costisitoare și necesită un volum mare de muncă, rămâne o metodă sigură pentru realizarea îmbinărilor nedemontabile din structurile de aviație. Este foarte utilizată deoarece caracteristicile metalelor folosite la celula de avion nu permit în general folosirea altor metode de îmbinare. Calitatea realizării asamblărilor prin nituire Prin calitate se înțelege ansamblul de proprietăți și caracteristici ale unui produs sau serviciu care îiconferă acestuia aptitudinea de a satisface nevoile exprimate sau implicite, 1 Liceul Tehnologic Metalurgic – Ungureanu Marin
Defectele asamblării nituite conform ISO 8042. Îmbunătățirea calității unui produs se obține prin îmbunătățirea activității în toate etapele sale de realizare. Prin analiza calității se urmărește: cunoașterea metodelor și mijloacelor de obținere a acesteia și opțiunea pentru o soluție optimă într-un caz dat, determinarea defectelor, a cauzelor acestora și măsurile ce se impun pentru remedierea și înlăturarea cauzelor și de asemenea compararea nivelului unui produs la intervale de fabricație sau compararea cu produsul similar al altor firme. Calitatea unei asamblări este dată de un complex de valori care se referă la caracteristicile fizico- mecanice ale materialelor pieselor ce o compun, de parametrii geometrici ai elementelor și de indicii tehnico-economici. Parametrii geometrici sunt stabiliți prin proiectare și realizarea lor depinde de organizarea și desfășurarea procesului tehnologic. Determinarea toleranțelor geometrice și înscrierea acestora pe desenele de execuție, are ca scop asigurarea condițiilor corecte de funcționare și a modului de folosire a pieselor. Toate defectele trebuie analizate sistematic, din punct de vedere al abaterilor de formă, de orientare, de poziție etc., precum și din punct de vedere al procesului de execuție. Având în vedere că defectele pot apărea ca urmare a depășirii valorilor impuse de abateri se face o clasificare a acestora: I.Abateri de formă - cauzate de vibrațiile sistemului mașină unealtă - piesă-sculă, neuniformitatea regimului de așchiere, variația deformațiilor plastice etc. Acestea sunt: abaterea de la rectilinitate (Afr), la planitate (Afp), la circularitate (Afc), la cilindricitate(Afl), la forma dată a profilului (Aff), la forma dată a suprafeței(Afs). II.Abateri de poziție - precizia poziției vizează determinarea abaterilor de la poziția corectă a diferitelor elemente geometrice, ca de exemplu: suprafețe, profile, plane de simetrie ale pieselor. Aceste abateri sunt: abaterea la paralelism(Apl), abaterea de la perpendicularitate (Apd), abaterea la înclinare (Api), abaterea la coaxialitate și concentricitate (Apo), abaterea la simetrie(Aps), abaterea la intersecție (Apx), de exemplu între șiruri succesive de nituri, abaterea de la poziția nominală (App), bătaia radială și bătaia frontală (Abr, Abf). 2.Clasificarea defectelor asamblărilor prin nituire Diferența între valorilelimită impuse (dimensionale, de poziție, de forma), reprezintă valoarea toleranței. Depășirea valorilor toleranțelor impuse unei asamblări nedemontabile determină apariția defectelor astfel încât se poate face o clasificare a acestora ținând cont de diferitele tipuri de abateri ale căror depășire le pot cauza. Clasificarea se face având în vedere că asamblarea este compusă din elementele asamblării - capul și tija nitului și nitul întreg, precum și din elementele de asamblat. Se va face mai întâi o prezentare teoretică a acestora, după care vor fi exemplificate si grafic: 3.Defectele nitului: a.defectele tijei nitului: - abateri de formă - rectilinitate a axei tijei, circularitate, cilindricitate, planitate; - abateri de poziție - bătaia frontală, abaterea la coaxialitate; b.defectele capetelor nitului: - abateri de formă - cilindricitate, de la forma dată a suprafeței, de la planitate; - abateri de poziție - de concentricitate, la înclinare, la bătaia frontală; c.defectele nitului (tija + capetele nitului): - abateri de poziție - de coaxialitate, perpendicularitate, paralelism. 4.Defectele pieselor de îmbinat: a.defecte datorate abaterilor de formă: - de planeitate, rectilinitate, cilindricitate; 2 Liceul Tehnologic Metalurgic – Ungureanu Marin
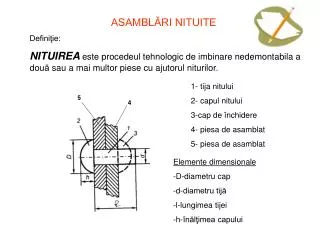
Defectele asamblării nituite b.defecte datorate abaterilor de poziție: -la paralelism, perpendicularitate, coaxialitate; c.defecte ale ajustajului, date de abateri: - de poziție; - de formă. 5.Defecte datorate procesului tehnologic. În continuare se vor detalia defectele enumerate mai sus iar exemplificările grafice vor fi atașate la sfârșitul lucrării. 1.a. Defectele tijei nitului Întrucât tija nitului este un cilindru, se regăsesc defecte cauzate de abaterile de formă care pot apărea.După cum se observă, în fig.1 s-a reprezentat o asamblare nituită formată din tija nitului și cele două capete ale acestuia (cel original și de închidere) și din elementele de asamblat. Datorită abaterii de la circularitate, secțiunea tijei nu mai este circulară ci poate prezenta ovalitate sau poligonalitate, în această situație nu se mai realizează un ajustaj cu strângere, apare joc între tija și gaura de trecere, iar capul de închidere se formează incorect. Fig.1 Fig.2 În fig.2 se pot observa defecte cauzate de abaterile de cilindricitate ale tijei nitului care o pot deforma în forma conică, de butoi, de șa sau curbată. Datorită abaterii de la forma dată a suprafeței capului original al nitului (fig.3), în momentul baterii se va produce dezaxarea tijei acestuia, care se bate strâmb, ceea ce duce la apariția unui joc nedorit între tij ă și gaură. Fig. 3 Fig.4 Datorită abaterii la rectilinitate a axei tijei nitului, la batere aceasta se va deforma, iar capul de închidere se formează incorect (fig.4). În cazul niturilor cu tija tubulară, care sunt cele mai folosite în prezent de majoritatea firmelor producătoare, pot apărea abateri la coaxialitate între tija nitului și cilindrul unde se depozitează materialul exploziv, ceea ce duce la formarea incorectă a capului de închidere, iar nitul va ieși din asamblare (fig.5). 3 Liceul Tehnologic Metalurgic – Ungureanu Marin
Defectele asamblării nituite Fig.5 Fig.6 1.b. Defectele capetelor nitului. Întrucât capul original și cel de închidere pot avea diverse forme: conic, cilindric, plat, bombat, rotund, semirotund etc., pot apărea defectedatorate abaterilor de formă. În cazul în care capetele sunt cilindrice, se vor regăsi aceleași abateri ca și în cazul tijei cilindrice și anume deformații în formă de butoi, șa, conicitate și de tijă strâmbă (fig.2). Indiferent de forma capetelor, poate apărea o abatere de poziție dacă există o dezaxare între capul nitului și tija, ceea ce duce la deformarea tijei (fig.6). În fig.7 se observă că, dacă capul original al nitului (cel de închidere) este mai mic decât cel format în contrabuterolă, se produce subțierea tablelor și apar urme pe piese - deformare cauzată de abatere de formă. Fig.7 Poate apărea abatere de la forma dată a suprafeței în interiorul unuia dintre capete, fapt care duce la așezarea incorectă pe suprafețele de asamblat, iar strângerea va fi insuficientă, ducând la apariția spațiului între acestea (fig.8). Fig.8 În cazul nitului cu capul plat poate apărea o abatere de la planeitate, convexitate sau concavitate (fig.9), sau în cazul nitului cu cap înecat, poate apărea abatere la înclinare, unghiul conului capului să fie mai mic sau mai mare decât cel al locașului, ceea ce determină baterea prea înfundată sau rămânerea capului în afară (fig.10). Fig.9 Fig. 10 4 Liceul Tehnologic Metalurgic – Ungureanu Marin
Defectele asamblării nituite 1.c. Defecte ale nitului (tija și capetele). Pot apărea defecte cauzate de abaterile de poziție (fig.11), de exemplu de abatere la perpendicularitate între suprafața interioară a capului nitului și elementele de asamblat. Datorită abaterii la coaxialitate, între tija nitului și axa găurii de trecere, tija nitului se deformează, iar buterola are din această cauză o poziționare greșită, producând urme atât pe capul nitului cât și pe suprafața pieselor de asamblat (fig.12), acest defect fiind iremediabil. Fig.11 Fig.12 Fig.13 Fig.14 6.Defectele pieselor de îmbinat. Defectele ajustajului. Prin nituire se pot asambla două sau mai multe elemente, cu sau fără eclise, în care se dau găuri de trecere, prin care va trece tija nitului, la realizarea asamblării. Dacă între axele acestor găuri de trecere apare o abatere la coaxialitate, apare după cum se vede din fig.13 un defect iremediabil la asamblare. Dacă apar abateri la intersecția axelor niturilor se poate produce umflarea tablelor între nituri, pot apare abateri de formă ale găurilor de trecere (ovalitate, poligonalitate) pot determina joc sau pot produce strâmbarea tijei, poate apărea o abatere la perpendicularitate între piesele de asamblat, ceea ce duce la baterea incorectă sau abatere la perpendicularitate între suprafețele exterioare ale nitului (fig.14). 7.Defecte datorate procesului tehnologic. Cauzele tehnologice care provoacă diferitedefecte de îmbinare la îmbinarea prin nituire pot fi: pregătirea greșită a corpului de nit înaintea introducerii în gaură, pregătirea greșită a pieselor care se îmbină, executarea greșită a operațiilor de contragăurire, utilizarea de scule necorespunzătoare sau aplicarea greșită a procedeelor de nituire. Fig.15 În fig.15 se pot observa câteva defecte cauzate de procesul tehnologic greșit de nituire: a.a fost bătut un nit mai lung decât era necesar și din această cauză, dar și datorită așchiilor și bavurilor dintre piese, s-a produs umflarea tablelor; b. se observă fisuri pe suprafața capetelor nitului, datorită faptului că nitul s-a pus după 5 Liceul Tehnologic Metalurgic – Ungureanu Marin
Defectele asamblării nituite scurgerea timpului de folosire, a fost lovit un timp îndelungat, ceea ce a dus la apariția fenomenului de ecruisare; c.capul de închidere este conic, deoarece s-a folosit un ciocan cu o putere prea mică sau suportul a avut o greutate prea mică și loviturile au încetat înainte de vreme; d.defect iremediabil, apar fisuri în zona nitului pe piesă, deoarece foile nu aderă bine în timpul practicării orificiilor. 8.Metode de determinare ale defectelor de nituire Verificarea asamblării se poate face prin examinarea aspectului exterior al asamblării sau cu ajutorul șabloanelor - pentru verificarea diametrului și măsurarea înălțimii capului de închidere - și dispozitive optice. Fig. 16 În fig.16 se prezintă un dispozitiv optic pentru verificarea nituirii. Este format dintr-o lunetă (4), un bec electric(2) și o oglindă (3) așezată la 45°, care reflectă capul nitului presat (1) în ocularul lunetei. Toată asamblarea trebuie verificată cu atenție, nit cu nit, cu acest dispozitiv care permite vizualizarea întregii forme a capului de nit presat în interior. În timpul procesului de nituire, scula care bate nitul lovește tabla, producând o alungire locală a materialului, astfel încât de-a lungul tuturor niturilor alungirile se cumulează, piesa lungindu-se dacă niturile sunt dispuse neregulat sau poate apărea riscul răsucirii dacă piesa este fixată de altele. Pentru reducerea deformațiilor, trebuie luate următoarele măsuri: nituirea se începe de la centru către margini; în cazul prinderii în agrafe trebuie mare atenție, întrucât fiecare agrafă trebuie înlocuită cu un nit; în cazul ansamblelor cu nituire localizată, nituirea trebuie făcută dela centru către margini, pe toate liniile de nituire, de exemplu în cazul longeroanelor de aripi cu tălpile lor, caz în care se vor nitui concomitent ambele tălpi, de sus în jos. Se observă din cele prezentate că se impune un control riguros atât în timpul realizării asamblării cât și la sfârșitul acesteia, unul dimensional și unul de securitate. Bibliografie 1.Iliescu, R.J. Tehnologii curente în construcția de avioane.Ed. Scrisul Românesc, Craiova, 1985. 2.Matei, A. Tehnologia fabricației avioanelor. Ed. A.T.M., București, 1972. 3.Trandafir, M., Antonescu, V. Calitatea. ISBN 1994. 4.Moraru, F., Patraulea, R. Avioane și rachete.Ed. Militară, București, 1985. 5.Bruhn, E., F.,B.,S.,M.,C. Analisys and design of flight vehicle structures. Tri-State Offset company, Cincinnati, Ohio 45202, USA, 1965. 6. Antonescu, S., Ionașcu, G., Donțu, O. Tehnologia mecanicii fine. IPB, 1980. Diaconescu, Gh., Ionescu Muscel, S. Tehnologia mecanicii fine. IPB, 1980. 7.Dima, I., M. Organe de mașini. Ed. ATM, București, 1975. 6 Liceul Tehnologic Metalurgic – Ungureanu Marin