Download
1 / 13
430 likes | 1.5k Views
ASAMBLARI NEDEMONTABILE PRIN LIPIRE. Asamblarea prin lipire este operatia de imbinare a doua sau mai multe piese confectionate din acelasi metal sau din materiale diferite cu ajutorul unui “material de aport ” de temperatura mai joasa decat a materialului pieselor de imbinat .

E N D
ASAMBLARI NEDEMONTABILE PRIN LIPIRE Asamblareaprinlipireesteoperatia de imbinare a douasaumaimultepieseconfectionate din acelasi metal sau din materialediferite cu ajutorulunui “material de aport” de temperaturamaijoasadecat a materialuluipieselor de imbinat.
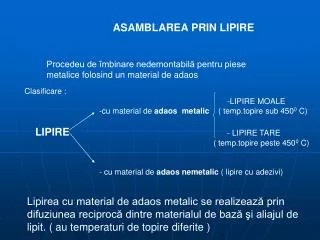
Lipirea in bai de saruri LIPIREA MOALE Lipirea tare • Lipirea in cuptoarecuatmosferacontrolata Lipirea cu arzatoare cu gaz Lipirea se bazeazapefenomenulfizic de fuziune a materialului de baza (piesa),cu aliaj de lipit. Materialul de adios se numestealiaj de lipit,iartemperatura de topire a aliajuluieste cu 50 ºC mai mica decat temperature de topire a pieselorasmblate.
Caracteristicileasamblariiprinlipiresunt: se realzeazaintotdeauna cu material de adios; compozitiamaterialului de adaosdifera de materialul care se lipeste; incalzireapieselor se face la temperature de topire a aliajului de lipit,decimai mica decattemperaturalor de topire; nu apartensiunitermice in piese; nu apardeformatiidatorateincalziriisiraciriipieselor. AVANTAJE Nu aparfisuri de concentratori de tensiune; Datoritatemperaturilorjoase,nuapartensiunitermicesinicitensiuniremanente la asamblare; Se pot asambla table sisarmesubtirifara a existapericolularderiiacestora; Toatematerialele se pot lipi,cuexceptiamagneziului,care nu se lipeste cu aluminiul; Prinaceastametoda de asamblare se obtinpiesecurate,cu aspect frumos,careisimentin forma sidimensiunile,precumsipreciziadimensionarii; Nu necesita personal cu inaltacalificare. .
DEZAVANT· Rezistentaasamblariiestemica,deoarecesarcinilesuntpreluate de straturile de aliaj de lipire; · Culoareaaliajului de lipitdifera de cea a pieselor de baza; · Are slabarezistenta la coroziune. Este de retinutfaptul ca la operatiaprinlipire se afla in stare lichidadoaraliajul de lipit,deciceledouamaterialefolosite(material de bazasialiajul de lipit) trebuiesaaiba temperature de topirediferite In functie de temperaturile de topire a aliajului,asamblarileprinlipire(in urmacarorarezultalipiturile) se impart in: - lipireamoale,la care temperature de topire a materialului de adios estemai mica de 450ºC; - lipireatare,la care temperature de topire a aliajuluiestemai mare de 450ºC. Metoda de lipire se allege in functie de materialelepieselor care se lipsescsi de conditiile de functionare ale asnsamblului. AJE:
LIPIREA MOALE Prinacestprocedeu,seobtinlipituri care suportasolicitarimicisilucreazabine la temperature mici de 300ºC.Asamblarile prinlipire se folosesc in combiantie cu nituri,bolturi,sudurisaufalturi,pentrucresterearezistentei. Este folosita la piesesupuse la presiunisisolicitari de valorimicipentruaparatura de laborator,radiatoare,legaturielectrice,tehnica de calcul. Deasemenea ,se utilizeaza la asamblariceetansaresipentruconductorielectricisau la circuiteimprimate. Indepartareaoxizilorsiprevenireaformariioxizilor se realizeaza cu ajutorulfluxurilorpentrulipit.Acesteasuntcompusichimici,intalniti in urmatoarelevariante: Compusiorganici-colofoniu,sacazsistearina; Compusianorganici-acid clorhidric,clorura de zinc,clorura de amoniu(tipirig).
Aluminiul se lipeste in conditiimaigrele,sinumai in situatia in care piesaesterealizata din aluminiupursau din aliajececontin 1% mangan,1% magneziusau 5% siliciu. De retinutfaptul ca aluminiulturnatsauforjat nu se poatelipi. Inainte de lipire,suprafetelepieselor din aluminiu se vorcurate,prinunadintreuramtoarelemetode: mechanic-cu peria din fibre de sticlasau din otelinoxidabil; ultrasonic; chimic. Magneziul se lipestemairar,iaratunci se folosescaliajececontin 60% Cd,30% Zn si 10% Sn. Otelul se asambleazamaigreuprinlipire,darnumaidupacesuprafetele au fostbinecuratate mechanic sichimic.
Din punct de vederetehnologic,lipireamoale se realizeazaprinuramtoarelemetode: · cu ciocane de lipit; · cu arzatoare cu gaz; · prinrezistenta de contact; · princufundare in aliaj de lipit. Metoda de lipire se alegetinandseama de: · materialulsidimensiunilepieselor; · forma imbinarii; · tipulaliajului de lipit; · numarul de pieselipite; · instalatiile de lipireexistente.
Lipirea in cuptoare cu atmosferacontrolata In cazulaceasteimetode de lipire,separcurgurmatoareleetape: pregatireasuprafetelor de lipitpricurataremecanicasidecapareasuprafetelor; fixareapieselorce se asambleaza in pozitiadorita,folosinddispozitivespeciale; asezareaaliajului de lipit in locul de imbinare; introducerea in cuptorulincalzit,la o temperatura cu 50-60ºC mairidicatadecat temperature de topire a aliajului de topit; introducerea in cuptor a gazului protector(oxid de carbon,gaz de antracit,gazeinerte,hydrogen)pentru a impiedicaoxidareasuprafetelor; incalzireasitopireaaliajuluipentrurealizareaimbinarii.
In conformitate cu legile in vigoare, se vorrespectaurmatoarelenorme de tehnicasecuritatiimunciispecificeprelucrariiprinaschiere:- lucrul la masinile-unelte e permisnumaipersonaluluicalifcat, pregatit in acestscop- inainte de inceperealucrului se vaverificastareatehnica a masinii, si se vapornimasina in gol- se vaverificaexistentaimpamantarii la reteauaelectrica- in timpullucrului se vorfolosiecrane de protectiesauochelari de protectieimpotrivaaschiilor- imbracaminteasa fie binestransapecorp, iarparulacoperit- nu se admitefolosireasculelorsi a uneltelordefecte- controlulsuprafetelorprelucrate se face obligatoriudupace a fostdecuplatapiesa de la mecanismul de miscare- la ivireauneidefectiuni se vaintrerupelucrulsi se vaanuntareglorulsauelectricianul din cadrulatelieruluiintretinere al sectiei- nu se admiteparasirealocului de muncafaraavizulmaistruluisilasandmasina in functiune- la inchiderealucrului se vorcuratamasinilesi se ungorganele in miscare, ghidajele- se varespectaciclul de intretineresireparatiiutilaj.