Download
1 / 22
220 likes | 440 Views
Implementing TOC (Theory of constraints) in a manufacturing environment 1999. 3. 25 자동화 실험실 송태영. Introduction. The Definition of TOC a management philosophy developed by Eliyahu M.Goldratt which is useful in identifying core problems of an organization The TOC provides 5 step

E N D
Implementing TOC (Theory of constraints)in a manufacturing environment1999. 3. 25자동화 실험실송태영
Introduction • The Definition of TOC • a management philosophy developed by Eliyahu M.Goldratt which is useful in identifying core problems of an organization • The TOC provides 5 step • 1. Identifying the constraints • 2.deciding how to exploit the constraint • 3.subordinating all other activities to the constraint • 4.elevating the constraint • 5.continuous improvement step of admonishing against managerial inertia
Review TOC emerged in the mid - 1980 OPT(1979)Optimized Production Technology computerized scheduling but thoughtware was in its infancy Goldratt and Cox present basic principle of TOC in the form of a novel Goldratt and Cox developed the production planning and control technique further and describe the drum-buffer-rope
TOC components • . Theory of Constraints Problem solving/ Logistics thinking process Five-Step ECE Cloud Scheduling V-A-T focusing diagrams diagrams process analysis Five-Step process ECE focusing audit process Buffer Performance system DBR management Throughput Throughput Product dollar days Inventory Inventory mix Operating expense dollar days
Policy (Problem solving/ thinking process) • ECE (Effect Cause Effect) Diagrams • CRT (Currently reality tree) • root cause 를 발견하는데 사용 • EC (Evaporating Cloud) • breakthrough solution을 만드는데, 장애가 되는 가정을 모델링 시 사용 • FRT (Future reality tree) • breakthrough solution 을 만들고 나서의 변화를 모델링시 사용 • Prerequisite Tree • goal 달성 시 장애가 되는 것을 발견, 수정 시 사용 • Transition Tree • goal 달성 시 필요한 action을 정의하는데 사용
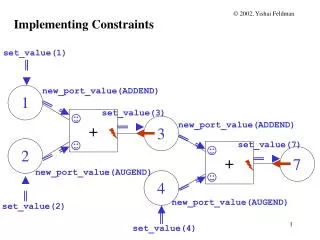
R-6 R-6 R-5 R-4 R-4 R-3 R-5 R-1 R-2 10 10 10 10 10 10 10 10 10 D/10 D/20 A/10 B/30 D/30 B/10 A/20 B/20 A/30 Policy (Problem solving/ thinking process) UDE 1 Resource R-3 often receives mismatched parts from R-4 UDE 2 Sales orders are frequently shipped late for product A UDE 3 R-2 often has caused by late orders for A10 UDE 4 Part B/30 and D/30 are often expedited from R-4 UDE 5 There are holes in zone 1 of the shipping buffer for product A UDE 6 R-4 is consistently working overtime to supply parts D/30 and B/30 C A E 10 The product flow diagram for product A
ECE (Effect Cause Effect) Diagrams • CRT (Currently reality tree) UDE-2 Sales order open shipped late for product A UDE-5 Holes in zone 1 of the shipping buffer for A 1 Product A is frequently late arriving from production UDE-3 R-2 often has holes in zone 1 of the buffer by late order for A/10 2 A/10 cannot be expedited in time to meet demand of the constraint buffer 3 The protective capacity on R-1 is not enough to overcome the amount of lateness
ECE (Effect Cause Effect) Diagrams • Root cause is a managerial constraint or a behavioral constraint in many cases 17 The actions of people at R-4 will be to maximize the productivity at R- 18 People will act based on how they are measured 19 R-4 is measured based on productivity
Increase productivity at R-4 B Requirement B Reduce the number of setup D Requirement D Evaporating cloud Evaporating cloud Increase ROI A Object A Conflict Conflict C Requirement C Exploit R-2 D’ Produce to the schedule D’ Requirement ECE (Effect Cause Effect) Diagrams • EC (Evaporating Cloud)
DE R-3 will receive matching parts from R-4 ECE (Effect Cause Effect) Diagrams 28 R-4 will begin to process orders as they are received (FIFO) FRT (Future reality tree) 26 Pressure will increase on the foremen to deliver parts according to schedule for r-2 27 Schedule for r-2 is communicated to R-4 Injection 1 Measure based on Throughput dollar days
ECE (Effect Cause Effect) Diagrams • Prerequisite Tree Injection 1 Measure based on T$D Obstacle 2 foreman don’t understand the benefit of measurement system Intermediate Objective 3 foreman understand the measurement system Obstacle 4 Tools not available to] support the measurement Intermediate Objective 5 Tools are available
Injection 1 Measure based on T$D ECE (Effect Cause Effect) Diagrams Obstacle 2 foreman understand the benefit of measurement system Action 2 Provided training for the foreman so that he understand the measurement system Transition Tree Obstacle 4 Tools not available to] support the measurement Action1 Have the tools created
Logistic • Drum • the schedule for the system’s constraint(s) • drum represents a portion of the exploitation phase of the five-step improvement process • developing the Drum • Placing Orders on the time line • Determining the load • leveling the load • rescheduling for time zero
Logistic • Buffer • a time mechanism used to allow for those thing that will go wrong • processing time + the setup time + estimate of the aggregated amount of protective time required to ensure that the product will get to the buffer origin when needed. • 3 Buffer type • Assemble buffer • Constraint buffer • shipping buffer
Logistic • Rope • Rope determine the release dates of raw materials into gating operation • release date • Items that go through the constraint, • drum shekel - constraint buffer • Items that does not go through the constraint, • order due date - shipping buffer • items that used in assembly • order due date - assembly buffer - shipping buffer
Performance system Performance measurement under TOCA. LOCKAMY III* and M. S. SPENCER**IJPR, 1998, VOL.36*School of Business and Industry, A&M University USA**University of Northern Iowa, College of Business Administration USA
Performance system • Traditional Performance Measure • net profit • return on investment • cash flow • they are inadequate to judge the impact of specific action in shop floor • the bridge between local goal and global goal is needed
Performance system • Performance Measure under TOC • Throughput : the rate at which the system generates money through sales • Inventory: All the money that the system invests in purchasing things the system intends to sell • Operation expense : All the money the system spends in turning inventory into the throughput • Several additional supporting measurement • Throughput = selling price - raw material • Net profit from production line = total throughput - the additional operation expense • ROI = net profit divided by the inventory
Performance system A case study Macon plant in Georgia USA Product: air conditioner Employment: 150 Implementing TOC in 1989 performance measure Thinking process DBR control method
Performance system • In 1991 there was a decision whether to introduce two new products • traditional performance measure indicated that the products would not generate a profit. But TOC performance measure does not. • Under the TOC performance measure • only raw material cost are included in the inventory • Net profit from production line is total throughput - the additional operation expense • So, expected selling price of both product exceeded the raw material inventory cost
Conclusion • The performance system for decision making should be established from the micro economics • The flaw in traditional cost accounting is that it treat fixed cost to product rather than to workcenter • TOC performance measure provide a solid and supporting foundation in economics
Reference list • The Theory of constraints Robert E. Stein • Computerized shop floor scheduling. 1988. IJPR • Optimum Production Technology & the Theory Of Constraints : analysis and genealogy. 1995. IJPR