Download
1 / 27
270 likes | 377 Views
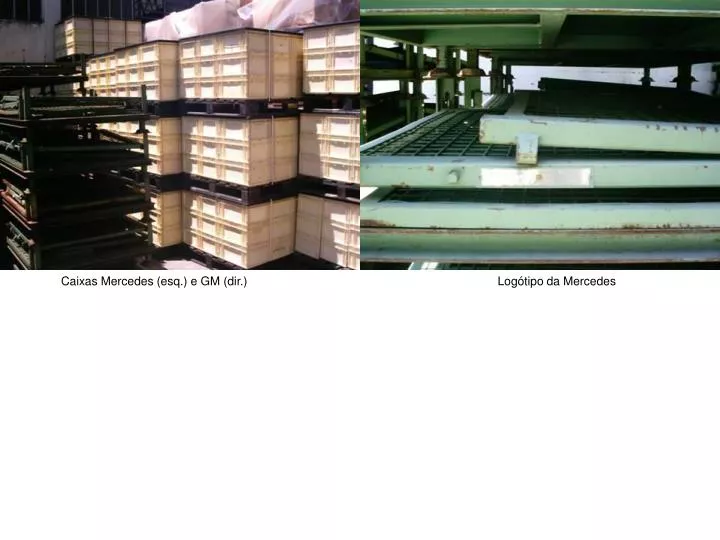
Caixas Mercedes (esq.) e GM (dir.). Logótipo da Mercedes. Caixas BMW – Para manetas da caixa de velocidades A marca grava nas manetas “Made in Germany” mas têm um contrato porque é feito em Portugal. Caixas pretas – BMW. Caixas Azuis “Scania”. Imagens da zona de saída das peças produzidas.

E N D
Caixas Mercedes (esq.) e GM (dir.) Logótipo da Mercedes
Caixas BMW – Para manetas da caixa de velocidades A marca grava nas manetas “Made in Germany” mas têm um contrato porque é feito em Portugal. Caixas pretas – BMW. Caixas Azuis “Scania”
Paletas de lingotes de Alumínio para serem fundidos no forno
Sector das máquinas de fundição injectada a alta pressão. O método utilizado é a injecção por Câmara Fria.
Parte da frente do TGV Tampa da Cabeça Volvo
Conjunto do molde. Estes moldes são feitos na Marinha Grande e custam vários milhares de euros. O dos “copos” para a caixa da GM é o mais barato e custou 60 mil euros. O da cadeira rondou os 250 mil euros. Cadeira para TGV É a primeira empresa do Mundo a obter por fundição a cadeira inteira
Molde da carcaça de um corta-relva. O cliente é Alemão Ficha de controlo do volume de produção
Gatilhos para as armas Browning. Vai para a fábrica da Browning em Viana do Castelo Apoio do travão de estacionamento para Mercedes. Neste caso é no pé. De notar que este fabricante nunca tem apenas um fornecedor para a mesma peça.
Tampa dos telefones públicos da Siemens Corpo de uma bomba hidráulica
Aparelho de inspecção Raio -X A “Fundínio” possui dois destes aparelhos. Este é o outro.
Parte externa de uma Mala utilizada pelo Exército Americano para transportar componentes de Telecomunicações. A empresa já fabricou peças para a Guerra do Iraque Secção de acabamento de peças e polimento.
Parte traseira dos espelhos Volvo? Tampa traseira dos telefones Públicos da “Siemens”. É a parte conjunta da visualizada anteriormente.
Fase de acabamento Esta máquina é uma centrifugadora
O processo utiliza água. Não há problema que a peça é de alumínio. Depois de passar pela máquina anterior é necessário secar a peça. Isto é feito na estufa. Projecto em parceria com a “Scania” para automatizar o processo de colagem de tampões para selar este canal. Os tampões podem ser vistos em baixo. Este método utiliza uma cola e através de umas ventosas os tampões são inseridos com pressão nas cavidades.
Esta máquina faz um teste para verificar se a peça é estanque. As limalhas provenientes do processo de fresagem são aproveitadas como matéria prima.
Acabamento e controlo de qualidade. Verificação das cotas da peça.
Segmentos fabricados. Os moldes sofrem sempre desgaste. Além disso é possível que existam fracturas em partes mais frágeis. Por isso, quando se encomenda um molde, encomendam-se também eléctrodos com o feitio das partes mais sujeitas a ruptura. Para reparar o molde deposita-se material na zona fracturada e através do eléctrodo obtém-se a forma final pelo processo de electroerosão.
Zona de manutenção dos moldes. Existe um grande número de moldes a reparar e a preparar para depois serem utilizados. Quando se para a produção de uma peça não se desfazem do molde. Só quando o cliente manda. Os moldes depois de serem reparados são lubrificados com óleo para se conservarem até serem utilizados.
Espectrómetro de massas. Para medir cotas precisas. Este equipamento funciona mediante um programa feito pelo Engenheiro que faz um programa diferente para cada peça.
Desenho das peças em CAD. As peças são desenhadas na “Fundínio”
Conjunto de cadeiras para Comboio. Gestão e controlo de produção. Lista dos vários clientes.
Conjunto do gatilho da Browning já pronto para o cliente. Laboratório onde é feito o controlo de Qualidade
Os perfis da parte dianteira do TGV estão a ser inspeccionados Aparelho que aumenta a resolução da peça para verificar erros.








![[PDF] Free Download Zu Hause bei dir By Jette Jenisch](https://cdn4.slideserve.com/7938662/slide1-dt.jpg)