Download

1 / 1
10 likes | 178 Views
BioEnergy IV : Innovations in Biomass Conversion for Heat & Power, Fuels and Chemicals June 9-14, 2013 Basiliani Resort , Otranto, Italy GASIFICATION OF A MUNICIPAL SOLID WASTE IN A PILOT SCALE BUBBLING FLUIDIZED BED REACTOR Umberto Arena and Fabrizio Di Gregorio

E N D
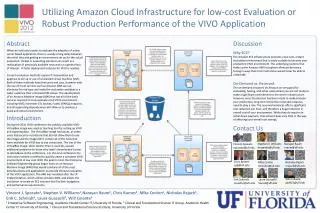
BioEnergy IV: Innovations in Biomass Conversion for Heat & Power, Fuels and Chemicals June 9-14, 2013 BasilianiResort, Otranto, Italy GASIFICATION OF A MUNICIPAL SOLID WASTE IN A PILOT SCALE BUBBLING FLUIDIZED BED REACTOR Umberto Arena and Fabrizio Di Gregorio Department of Environmental, Biological and Pharmaceutical Sciences and Technologies – Second University of Naples _Via Vivaldi, 43, 81100 Caserta, Italy AMRA - Analysis and Monitoring of Environmental Risk_ Via Nuova Agnano, 11, 80125 Napoli, Italy ABSTRACT The paper describes the results of a research program aimed at assessing the technical feasibility of a fluidized bed gasifier able to treat 5000 t/y of a Secondary Recovered Fuel (SRF) obtained from a sorting process of municipal solid waste collected in an area of the Middle of Italy. A pilot scale bubbling fluidized bed air gasifier, having a feeding capacity of 100kg/h and a maximum thermal output of 400kW, provided the experimental data for the techno-economic analysis: the complete composition of the syngas as well as the chemical and physical characterization of the bed material, entrained fines collected at the cyclone and purge material from the scrubber. The experimental runs were carried out by reaching a condition of thermal and chemical steady state under values of equivalence ratio ranging from 0.25 to 0.33. The gasification of the SRF resulted technically feasible, yielding a syngas of valuable quality for energy applications in an appropriate plant configuration, which includes a bubbling fluidized bed reactor, a mild combustor, a 400kWe Organic Rankine Cycle generator and a simple air pollution control system. Each run has a start-up of about 3 hours, during which three electric heaters located along the reactor lead the temperature up to about 700 °C, while the bed is fluidized at a fixed velocity. At this point, the flow rates of the SRF and air are adjusted in order to obtain the desired value of the equivalence ratio ER, defined as the ratio between the oxygen content of air supply and that required for the stoichiometric complete combustion of the fuel effectively fed to the reactor. Under the selected operating conditions of ER and air preheating temperature, and without any more thermal assistance of external heaters, the reactor gradually reaches a thermal and chemical steady state. THE PILOT SCALE BFBG AND THE MATERIAL TESTED The pilot scale bubbling fluidized bed gasifier (BFBG) has a maximum thermal output of about 400 kW. It is composed of three main sections: the feeding system, the fluidized bed gasifier and the syngas treatment unit. The blast feeding is heated up to about 150°C by a first electric heater, then sent to a mixing point with an optional stream of steam and, finally, it is heated by a second electric heater up to the desired inlet temperature. In the reported experiments only air was used as blast agent and injected at the bed bottom while the fuel was always fed by means of an over-bed system. The obtained syngas is sent to a cleaning section composed of a high efficiency cyclone, a wet scrubber and it is finally burned in a flare. The SRF and its main chemical properties. The BFBG was fed with an SRF produced by a commercial sorting platform located in the Middle of Italy. The SRF was mechanically processed to obtain cylindrical pellets (5 mm of diameter and 30 mm of length), in order to avoid any effect related to fuel size and to increase the density of material to be fed into the gasifier. The gas and solids sampling procedures are then activated and measurements of pressure, temperature, blast flow rates and syngas composition upstream of and downstream of the wet scrubber are taken and averaged over the whole period of steady state, which usually is kept for about 2 hours. The time profiles of gas composition and bed temperature, during the successive steps of the described procedure, are reported here for a typical run. The pilot scale BFBG and its main parameters. EXPERIMENTAL RESULTS Syngas composition The pilot scale BFBG was operated by injecting the SRF into a bed of olivine particles fluidized at a velocity of 0.6m/s, at a temperature of about 850°C, under different values of ER, in order to assess its behavior in the fluidized bed gasification process. The figure reports the composition of the obtained producer gas in all the air gasification tests at different values of equivalence ratio. An increase of ER implies a larger oxygen amount available for reaction with volatiles in the pyrolysis zone, and then a greater extension of partial oxidation reactions (CnHm + n/2 O2 n CO + m/2 H2). There is a limited reduction of the contents of methane, ethylene and CnHm hydrocarbons (with n=2-4) and a corresponding increase of CO concentration. The latter could be also related to the reactions of steam reforming (CnHm + n H2O n CO + (n+ m/2) H2) and dry reforming (CnHm + n CO2 2n CO + m/2 H2). The concentration of H2 shows a very limited variations for the opposite effects of H2 generated by the recalled reactions of hydrocarbons and that consumed by its own oxidation. Similarly, the CO2 concentration as a function of ER appears to have limited variations, as a consequence of the opposite effects of Boudouard reaction (C + CO2 2CO) and CO partial oxidation. These four diagrams summarize the process performances of the SRF under various operating conditions by means of the main process parameters: the low heating values (LHVs) of the producer gas; its specific energy (expressed as kWh/kgwaste); the carbon conversion efficiency CCE; and the cold gas efficiency CGE. A single test was carried out with a mixture of air and steam as fluidizing stream, with a steam-to-fuel ratio of 0.69 kgsteam/kgwaste. The process performance greatly got worse, in terms of all the process performance parameters. As expected on the basis of previous studies on biomass and refuse derived fuel, the LHVs reduce as ER increases. This is the result of opposite effects: the strong reduction of content of hydrocarbons (mainly methane, ethylene and acetylene), having very high heating values, and the corresponding increase of CO contents. The observed values range between 4.7 and 5.7 MJ/m3N. The value strongly reduces in the only test carried out with an air/steam mixture. In the range of experimental conditions tested, the specific energy of the producer gas slightly increases (from about 2.4 kWh/kgwaste to about 2.8 kWh/kgwaste) as a consequence of an ER increasing. This was due to the corresponding slight increase of both CCE and CGE as a function of ER in the tested range of operating conditions. The increase of CCE, i.e. the carbon flow rate converted to gaseous products with respect to that fed to the reactor with the SRF, is due to the larger amount of oxygen that is available for oxidation of both volatiles and carbon fines. The increase of CGE, defined as the fraction of the chemical energy of the waste which is transferred to the producer gas, is related to the reduced production of condensable heavy hydrocarbons (tars) occurring when ER increases. The proposed plant configuration A “heat gasifier” configuration, where the syngas is directly burned and the flue gases are then cleaned was adopted. The gasification section has an internal diameter of 1.4m and a total height of 4.0m. The syngas combustion section utilizes an innovative technology known as mild combustion. It is characterized by both an elevated temperature of reactants and low temperature increase in the combustion process, aimed at lowering the maximum temperature of the whole process below the value at which main pollutant formation occurs. The combustion occurs with a remarkable dilution of fuel and oxidizer, which are both locally mixed with a "ballast" of inert gases before they react. This dilution is obtained by means of separate injection of fuel and oxidizer that enhances the local recirculation of flue gases. As a consequence, the ranges of temperature and concentration result remarkably different from those of standard combustion processes, as shown by the ranges of temperature and oxydiser concentration for flameless (mild) combustion with respect to conventional flames and oxyflames. The practical difference between conventional flame and mild firing modes may be very impressive, as it is showed by these two pictures, which refer to 1.5 MW natural gas fired flames. In the mild combustion mode, the furnace is almost transparent, typical combustion roar disappears, as there is no flame front any more. Moreover, reactions are brought about according to chemistry paths quite different from the conventional, burner-stabilized flame. Then the pollutant formation and the heat flow distribution is quite different for the two firing modes and this may be exploited for practical purposes. Due to this particular combustion mode it is possible to utilize a non traditional process control. of flue gases. As a consequence, the ranges of temperature and concentration result remarkably different from those of standard combustion processes, as shown by the ranges of temperature and oxydiser concentration for flameless (mild) combustion with respect to conventional flames and oxyflames. The energy generation section utilizes aRankine Organic Cycle (ORC) due to its higher performances compared with those of a steam cycle, when there is a low and greatly variable thermal power input. ORC, such as a Steam Rankine Cycle, is based on the vaporization of a high pressure liquid which is in turn expanded to a lower pressure (thus releasing mechanical work); this low pressure vapor is then condensed and pumped back to the high pressure. There are the same components as a conventional steam power plant but the organic compound (utilized as working fluid) is characterized by a lower boiling temperature than water and allows power generation from low heat source temperatures. This implies a simpler layout: there is no water–steam drum connected to the boiler, and one single heat exchanger can be used to perform the three evaporation phases (preheating, vaporization and superheating). The ORC works effectively at lower temperatures, typically between 100°C and 400°C because evaporation takes place at lower pressure and temperature, expansion ends in the vapor region (hence superheating is not required), and the smaller temperature difference between evaporation and condensation leads to a much smaller pressure drop ratio which allows the use of single stage turbines. The process design take into account a 400 kWe ORC unit commercialized by Turboden. It uses poly-siloxanes working fluid; the heat is transferred from the thermal source to the ORC cycle through the use of diathermic oil; electrical efficiency of these modules is affected by hot and cold source temperatures, and may vary in the range 8-20%. CONCLUSIONS The proposed configuration for the small scale SRF-to-energy plant, including a bubbling fluidized bed reactor, a mild combustion system, a 400kWe ORC generator and a simple air pollution control system, appears technically feasible. A parallel economical analysis shows that it is also economically sustainable.