Download
1 / 36
390 likes | 605 Views
Business Process Re-engineering. Supervisor : Prof. Houmin Yan Group R :. Shirley Ma Bobby Chong George Wong Leung Chi Cheong. Presentation Flow. I. Important of Business Process Re-engineering II. C&K Systems III. MC760 Series IV. Project Objective

E N D
Business Process Re-engineering Supervisor : Prof. Houmin Yan Group R : Shirley Ma Bobby Chong George Wong Leung Chi Cheong
Presentation Flow I. Important of Business Process Re-engineering II. C&K Systems III. MC760 Series IV. Project Objective V. Process layout VS Product layout VI. Evaluation method - Simulation VII. Simulation tool - ProModel VIII. Demonstration IX. Analysis X. Recommendations XI. Contributions
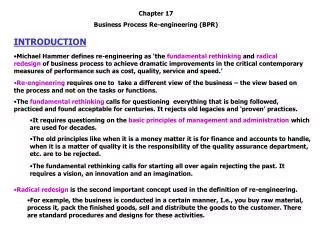
redesign it serves your customers better Business Process Re-engineering (BPR) • ‘the fundamental rethinking and radical redesign of business processes to achieve dramatic improvements in critical, contemporary measures of performance, such as cost, quality, service and speed’ • Question the entire existing operation
Seeking a much competitive way Identify and eliminate non-value added operations Achieve waste reduction Shorten lead-time to market Why do companies need BPR? • Surviving in the changing world, companies must rethink their used operational way • Making money in the most cost-effective way
C & K Systems • Established in 1982 • Largest, successful security product manufacturer • Provides innovative quality products and exceptional customer service to the worldwide security industry • Brand names • C&K, IntelliSense® and Securitech™
IntelliSense PIR Motion SensorMC760 Series • PIR (Passive Infrared Recognition) Motion Sensor with Small Animal Immunity • Installer-friendly • Eliminate false alarms • Accurate detection of human intruders
Production Cell • Work cell has undergone BPR Process layout -> Product layout • Production line has two different designs • Model 1 is studied in the 1st term • In the 2nd term, we focus on the changed work cell (Model 2)
Project Objective Balancing the line to smoothen the flow of system and reduce the cost of idleness
Process layout Product layout Process layout VS Product layout • Produce diversified products in large or small volume at varying rates of output • Produce a standardized product in large volume at stable rates of output • Diversified flow pattern • Straight line flow • Relatively low fixed costs • Relatively high fixed costs • high unit costs for direct labor, materials storage and handling • low unit direct labor and materials costs
Drawback of process layout • Inefficient in producing standardized products • Low turnover of raw material and WIP inventories • Low rate of output per unit of facility space • Unpredictable and unsystematic in ordering material • Specified processes for particular product have low utilization rate
Model 1 Model 2
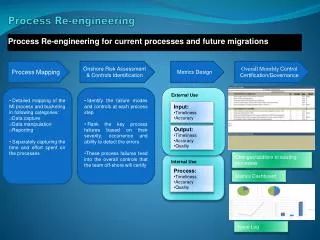
2. evaluating various strategies for the operation of the system Evaluation Method - Simulation • Designing a computerized model of a system (or process) and conducting experiments with this model • Purposes 1. understanding the behavior of the system • Applied to manufacturing industry for about 30 years. • Practical and widely used problem-solving technique
Advantages of Simulation • Permits controlled experimentation • Allows time compression • Gives sensitivity analysis by manipulation of input variables • Permits study of the real system without actual modification of that system in any way
Simulation Tool • ProModel (Production Modeler) • A software system for simulating and analyzing production systems of all types and sizes • Work on PC platform
What do the plants look like? Let us see a demonstration!
Analysis on Model 1 • Low Utilization -- unbalanced system • Average utilization rate is 31.55% • Throughput : 71 pieces per hour • Wastage of resources
Cell 2 Cell 1
Analysis on Model 2 • High Utilization but still not balance • Average utilization rate is 72% • Throughput : 130 pieces per hour • Stable system
Recommendation 1 • Add one machine in process 7 and remove one tester in Function test in order to make it more balance • All machines are always working except the repairing machines and the last testing stage having much long idle time • The average utilization percentage is 90% (25% increased)
Recommendation 2 • Increase the human resource flexibility • Workers in first six processes are suggested to shift to the posterior processes • Cross-training for each working station is needed
What is happen to company after re-engineering its process? $US25M -- Inventory saving $US40M -- Total saving SUCCESSFUL PROCESS RE-ENGINEERING!
Our Contributions • Intensively apply simulation • More than 150 considered cases involving many scenarios • Sensitivity analysis is studied • Uncertainty consideration • Cost effective • Time saving
Conclusion • Business Process Re-engineering acts as a step to survive and stay in business • MC760 series is reengineered successfully • Simulation is used as evaluation method • Providing recommendations to further smoothen the production line