Download
1 / 16
160 likes | 329 Views
MICE Target Mechanical Design. Jason Tarrant – STFC Working on upgrade of Target Mechanics Contents Main features of upgrade design Progress & schedule for Target. Features of Upgraded Design. Shaft changes Round tube lower section 2x stiffness for same cross-section area

E N D
MICE Target Mechanical Design • Jason Tarrant – STFC • Working on upgrade of Target Mechanics • Contents • Main features of upgrade design • Progress & schedule for Target
Features of Upgraded Design • Shaft changes • Round tube lower section • 2x stiffness for same cross-section area • Simpler shape = easy to achieve • Machining of size & form (incl. inspection) • Close fitting matched pair with bearing • Fine surface finish of bearing regions • Symmetry, incl. tip Previous ‘+’ shaped lower section Bearing surfaces Slot & fixings for read-out vane Double flat for anti-rotation 4mm Solid Ti gr2 rod Stop 5.95/4.55mm Ti gr2 tube
Features of Upgraded Design • Shaft changes • Shorter length with extra dip depth • Main body assembly shorter by 41mm, shaft tube section shorter by 31mm = +10mm dip depth • 6mm also removed from upper rod section • Balanced assembly • Vane balanced & 4 screws to hold (was 5) • Reduced undercut for magnet • Increase stiffness of upper shaft 31mm shorter Shallower undercut 6mm shorter 4 fastenings Flat for anti-rotation
Features of Upgraded Design • Bearing alignment • Clearance to be reduced as far as practical but dependant on: • Manufacturing tolerances on shaft and bearing • Bearing alignment (position and orientation) • Straightness/shape of shaft • Reduced clearance • Eliminate possible hammering of DLC surfaces • Constrain shaft motion to prevent off-centre loading Revised upper bearing with rotation stop Left: Revised design with round hole Right: Old design with ‘+’ shaped hole
Features of Upgraded Design Dowel & angle faces for location Removable wedge • Bearing changes • Single piece main section with doweled removable wedge (previous 2 or 4 way full split) • High accuracy of bearing feature • Removable for DLC coating (line of sight operation) • Anti-rotation feature • ‘+’ design changed to round tube, adjustable rotation stop incorporated to keep orientation of vane Bearing hole Rotation stop DLC set-up: wedge removed = line of sight to bearing surface
Features of Upgraded Design Only 2 components between bearings (Metrology aligned then dowelled) • Redesign of core assembly • Tight bearing alignment guaranteed by decreasing core components & interfaces, and using metrology and dowels • Stiff central core • Was 6 interfaces now 3 • Was 5 components now 2 Compact core with solid bolt together interfaces Stator = independent assembly Clamp down on stator (possibility of uneven loading on weld and stator) Bearing extension reducing length of unsupported target shaft Stator part of core, not independent Bearings separated by many components & interfaces
Features of Upgraded Design • Redesign of core assembly • Lower bearing closer to beam to reduce unsupported shaft length = stiffer lower shaft section • Simple alignment of bearing seats with use of Metrology then dowelled to locate • Stiff bolt together design (replaces complicated clamp down) • Self contained stator = can be built and tested independently of main core Compact core with solid bolt together interfaces Stator = independent assembly Bearing extension reducing length of unsupported target shaft
Features of Upgraded Design • Ruggedized & balanced vane • Vane mass balanced mass about screw holes • 4 screws (not 5) = balanced mass of heads • Rugged single reset slot not delicate ‘finger’ • Individual slots with guard edge New balanced vane with guarded teeth and slot for reset (not bent just way picture taken) Open tooth design of old vane and finger reset
Recommendations from DLC Coater • Visit to Tecvac + communications • Recommendations for our design, as above + • Use compatible polish • NO silicon based chemicals for manufacture • No spark erosion (excessive oxidisation) if necessary has to be thoroughly treated • Materials and hardness OK for this application • Improved surface finish (current 1.6 Ra, 0.1-0.02 Ra pref) • No closed slots or holes, ‘line of sight’ process. • Differences in electro-potential can cause a build up so relieve critical edges & corners and no burrs • 3-5μm thick recommended
Latest FEA – W Lau / S Yang • Increased stiffness = higher 1st mode • 1st mode previously 28-33 Hz with ‘+’ shaped shaft • Now 50Hz (lower section) with new shaft shape and bearing support locations
QA - Mechanics • QC & Traceability on all manufactured parts • Materials certificates • Process trials and sign off • Copies of process data-files • Machine & hardware calibration • Metrology • Part marking • Etc...
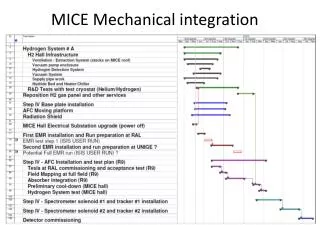
Progress & Schedule Key Light Green = Complete Dark Green = In production No Highlight = Awaiting start
Progress & Schedule • 2 Methods of shaft manufacture (6+6 max) • 1 Weld together stock parts and precision grind to size • Can concentricity be maintained (tube ID/OD, tube – rod etc.) • 2 Precision grind parts then weld together • Effect of weld on precision parts
Progress & Schedule • 2 Methods of shaft manufacture • 1 Weld together stock parts and precision grind to size • 2 Precision grind & m/c parts then weld together • Can concentricity be maintained when grinding (tube ID/OD, tube – rod etc.)? • Effect of weld on precision parts? +
Conclusion • All major & long lead items being manufactured, a lot completed. • Slight delay in shaft, longest lead item, will look for shortcuts but not those that risk quality / function. • Many processes on long lead items with external contractors (welding, grinding, coating, heat treatment, wire erosion) control is not so easy, will be visiting a lot! • August / September installation still very achievable