Download
1 / 46
670 likes | 1.28k Views
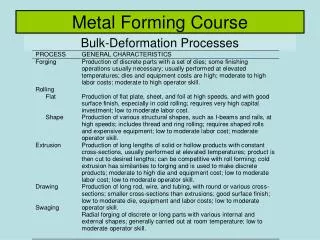
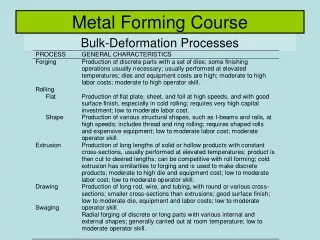
Metal Forming Operations. Rolling: makes sheet metal (hot or cold). Kalpakjian. Forging: makes strong solid parts (hot or cold ). Kalpakjian. Extrusion: makes complex cross-sections from soft metals and plastics (hot). Kalpakjian. www.capalex.com. Wire drawing:

E N D
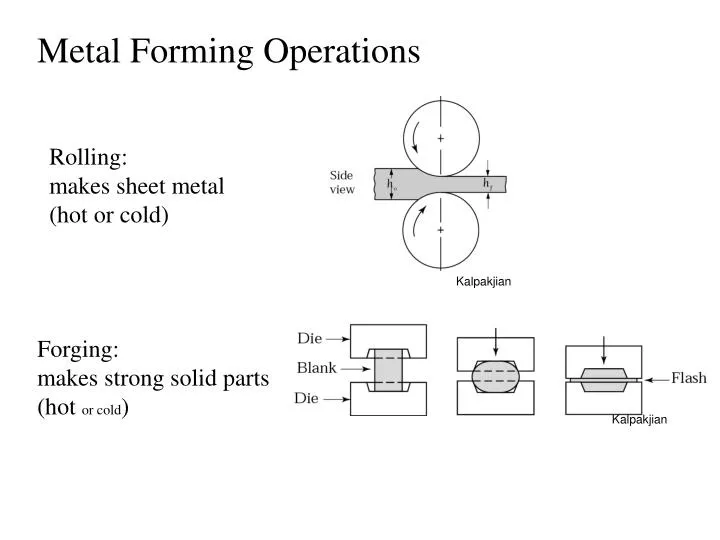
Metal Forming Operations Rolling: makes sheet metal (hot or cold) Kalpakjian Forging: makes strong solid parts (hot or cold) Kalpakjian
Extrusion: makes complex cross-sections from soft metals and plastics (hot) Kalpakjian www.capalex.com Wire drawing: Makes strong small dia. wire (hot or cold) Kalpakjian
Bending: (2D) Bend sheet metal about single axis (hot or cold) Kalpakjian Deep drawing (3D) Makes “cups” from sheet metal, for mass production. (cold) Kalpakjian
Spinning: Makes “cups” from sheet metal, for lower production. (cold) Kalpakjian Roll forming (Hot): Moves bulk metal, makes I-beams Roll forming (Cold): Bends sheetmetal into complex cross-sections Kalpakjian Kalpakjian
Shearing: Cut or punch sheetmetal (hot or cold) Kalpakjian
Forming • Oriented flowlines decrease fracture risk from grain boundaries, improve strength along flow direction. • (Directional properties). • Especially seen in: • Forging • Rolling • Drawing ASM Metals Handbook Vol.9 Cracks tend to start where grain boundaries intersect surface. Forging minimizes these. Bralla
Thread-rolling for bolts: • Rolled threads stronger than machined (and less expensive) Kalpakjian
Directional Properties in Rolling • Oriented flowlines: • Less ductility when bent in one direction • More ductility when bent in the other Kalpakjian
Slab Production: Hot Rolling Color & Temp www.labware.com www.beautifuliron.com www.falckacciai.it
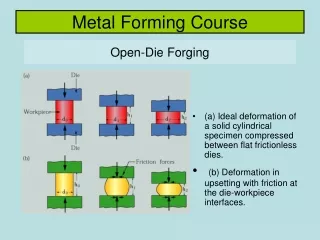
Hot Working:Forging www.smeedwerkunica.nl Open Die Forging T.Green, WIT Paul Berenson, www.paulb.com
Forging Presses Kalpakjian Erie Press Hydraulic press Mechanical press with an eccentric drive: faster Slow but high force and low cost
Knuckle-joint press Screw press Gravity drop hammer: Simplest Forging Presses Kalpakjian
Forging: Closed Die Forging Kalpakjian
Forging: Heat Loss Metal near die surfaces are coolest, flow less www.lft.uni-erlangen.de www.freedomalloysusa.com
Upset Forging (hot or cold) Bolt manufacture Kalpakjian
Roll Forming (hot): I-beams Kalpakjian www.civil.ubc.ca Lunchtime on a Crossbeam, Unknown, www.buffalogames.com
Extrusion (hot or cold): Typ.: Alum., soft metals With special lubes: steels ~Any cross-section Inexpensive dies Good finish en.wikipedia.org T.Green, WIT
Extrusion: Hollow cross-sections: Use Mandrels Kalpakjian www.abra.net.au
Mannesmann Process: Piercing (Hot) Seamless pipe, tube Kalpakjian
Cold-Working (vs. Hot): • Products: • Better tolerances • Much better surface finish • Elongated (and smaller) grains • Turns inexpensive alloys into stronger but less ductile products • Sheetmetal lends itself to cold working, not hot working • Processes: • Higher processing forces • Larger and stronger machinery • Less ductility available • Lower energy use
Cold Rolling:Sheetmetal production finance.pipex.com www.nzsteel.co.nz Kalpakjian
Cold Rolling:Sheetmetal production Cluster rolls support smaller contacting rolls www.sendzimir.com www.elgiloy.com
Cold Rolling:Sheetmetal production Residual Stresses may lead to warping after bar is machined Kalpakjian Large reduction Small reduction
Roll Forming of Sheetmetal (cold) www.cometroll.com www.safeair-dowco.com Kalpakjian
Roll Forming of sheetmetal www.mortonbuildings.com
Punching & Blanking of Sheetmetal Punch Stripper plate Die T.Green, WIT Punching (Scrap) Blanking (Saved: a “blank”)
Punching ofSheetmetal Kalpakjian
Blanking of Sheetmetal: Efficient Nesting of Blanks Kalpakjian
Sheetmetal: Bending Springback: Kalpakjian
Sheetmetal: Minimum Bend Radius Tight radius bends (folds) require metal with ~40% ductility Kalpakjian
Bending of Sheetmetal Use notches to avoid tearing and wrinkling in right-angle bends Kalpakjian
Bending of Sheetmetal Press Brakes: For lower production volumes 10-30 foot long 50-3000 tons www.loomismetals.com
Bending: Press-Brake Operations Kalpakjian
Relative Unit Costs of a Small Connecting Rod For large quantities, forging and die casting are more economical. Sand casting is the more economical process for fewer than about 20,000 pieces. Kalpakjian
Deep Drawing (cold, for sheetmetal) - Punch draws blank into die • Metal is supported on both sides to avoid wrinkling • Hold-down pressure (blankholder force) is primary process variable if too high: tearing if too low: wrinkling www.endo-mfg.co.jp Kalpakjian
Deep Drawing “Draw beads” may be used to control metal flow Kalpakjian
Spinning Ideal for • Lower production volumes • Large parts • Inexpensive tooling www.dissco.co.nz www.ashfordmetalspinning.co.uk www.traditional-building.com
Cost comparison: manufacturing a round sheet-metal container by spinning and deep drawing. For small quantities, spinning is more economical. Kalpakjian
Finite Element Simulations Predict and minimize tearing and wrinkling locations www.esi-group.com nsmwww.eng.ohio-state.edu tmku209.ctw.utwente.nl
Progressive Stamping Dies Common method to handle complex parts www.nissin-precision.com
Tube-drawing DOM: Drawn Over Mandrel Tubing Seamless Thin wall, tight tolerance, strong Malicky www.twmetals.com “Floating plug” Kalpakjian
Bicycles: Butted DOM tubing Increased wall thickness at ends Reinforces high stress points www.torelli.com materials.npl.co.uk
References Kalpakjian: http://www.nd.edu/~manufact/index3.htm Bralla: James G. Bralla, Design for Manufacturing Handbook, McGraw-Hill, 2nd Edition. In: www.rose-hulman.edu/~stienstr