Download
1 / 5
220 likes | 719 Views
Qualification for Brazing. Mathias Lundin, Swedish Welding Commission. Activities to controll. = Tasks. Operating procedures Documentation Testing, storage and handling of bra-zing consumables and parent material Heat treatment Inspection prior, during and post brazing

E N D
Qualification for Brazing Mathias Lundin, Swedish Welding Commission
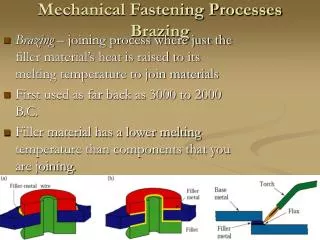
Activities to controll = Tasks • Operating procedures • Documentation • Testing, storage and handling of bra-zing consumables and parent material • Heat treatment • Inspection prior, during and post brazing • Non-conformance and corrective actions • Calibration and validation • Identification and traceability • Quality records • Review of requirements • Technical review • Sub-contracting • Brazers and operators • Brazing coordination • Inspection and testing personnel • Production equipment • Maintenance of equipment • Production planning • Brazing procedure specifications (BPS) • Qualification of brazing procedures
Qualification of brazing personnel ISO 13585Brazing — Qualification test of brazers and brazing operators ”brazer ability to by hand manipulate the device for heating following a specification to reproduce a braze joint with acceptable quality” ”operator ability to follow a specification to reproduce a braze joint with acceptable quality” Essential variables => Range of qualification Key elements • Standardized test pieces • Essential variables • Ranges of qualification • Requirements for testing • Acceptance criteria • Requirements for validity • Requirements for certificate • brazingprocess • producttype • typeof joint • parent material group(s) • brazing filler metal type • brazing filler application • dimension (material thickness, outsidepipe diameter and overlaplength) • filler metal flowdirection • degreeofmechanization ISO/FDIS 13585
Qualification of brazing procedures ISO/PWI xxxxx Brazing – Qualification and specification of brazing procedures (revision of EN 13134) Verifying joint properties ”special process – since joint properties and integrity can not be fully verified with NDT after brazing, a procedure needs to be qualified and reproduced during production” Essential variables/range of qualification – different compared to personnel brazing process parent material group brazing filler and flux dimensions working temperature etc
pBPS Braze test (brazing of standardized test piece) Verifing tests + evaluation(visual testing, NDT, destructive testing) Brazing Procedure Qualification Record (BPQR) BPS BPS BPS Qualification of brazing procedures Working order for procedure test preliminary “work instruction essential variables => range of qualification closer tollerances for instructing the operator