Download
1 / 11
110 likes | 121 Views
Sheet Metal Forming Processes. Introduction. Ratio – Surface Area:Volume is very high for sheet metal process. Plates – thickness > 0.25 inches Boilers, bridges, ships, etc. use relatively thick plates Usually sheet forming is done on relatively thin material. Shapes can be of various size

E N D
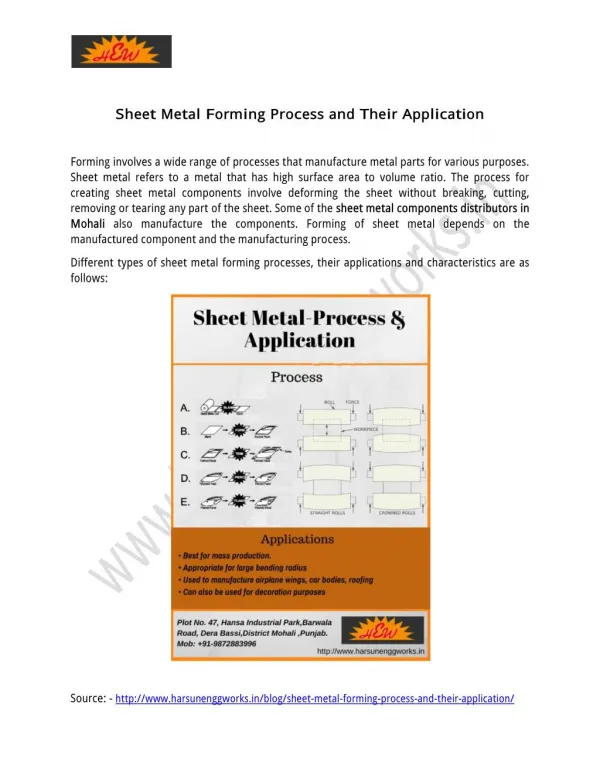
Introduction • Ratio – Surface Area:Volume is very high for sheet metal process. • Plates – thickness > 0.25 inches • Boilers, bridges, ships, etc. use relatively thick plates • Usually sheet forming is done on relatively thin material. • Shapes can be of various size • Beverage can, car body • Sheet metal forming includes many widely used processes.
Sheet Metal Characteristics • Formability • Methods • Sheet metal is formed as coils of sheets (by rolling) or plates. • Blanks are created for required shapes. • Shearing – sheets • Flame cutting - plates
Sheet Metal Characteristics • Main forces acting in sheet metal forming – tensile • No (or very low) compressive load. Can lead to buckling or folding and wrinkling. • What is the big difference between bulk deformation and sheet metal? • What factors affect stretching and bending? • Elongation, Yield point elongation, anisotropy, grain size, residual stresses, springback, wrinkling.
Elongation • Uniform elongation region • Postuniform elongation region • True stress, true strain: • Necking begins at • Uniform strain strain hardening index ‘n’ • Large ‘n’, uniform elongation is better.
Necking occurs at an angle ‘’ • Localized • Diffuse • Depends on strain rate sensitivity ‘m’ of the material. • Postuniform elongation is higher with higher values of ‘m.’ • Total elongation ‘n’ and ‘m.’
Yield Point Elongation • Low carbon steel • Certain points elongate more in the specimen. • Strain rate elongation • Grain size Y.P. elongation • Leuder’s bands = stretcher strain marks • May not be acceptable in many cases • To avoid: “skin rolling” (cold rolling) • Reduces thickness of sheet 0.5 to 1.5 % • Strain aging can cuase the Y.P elongation to appear after a few days.
Residual Stresses • Because of non uniform deformation. Cause distortion if some parts are removed. • Stress corrosion cracking • Springback • Thin – considerable springback • Wrinkles • Due to compressive load in certain areas.
Anisotropy • Previous history of the sheet metal can cause anisotropy. • Crystallographic – grain orientation • Mechanical Fibering - alignment of impurities, inclusions • Grain Size • Mechanical properties • Appearance: coarse grain causes rough surface appearance (orange peel)